v Tuning of a DQW crab cavity S. Verdu-Andres (BNL) for the Crab - PowerPoint PPT Presentation
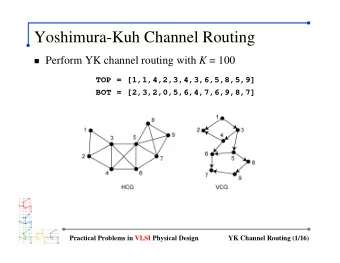
Joint LARP CM26 / HiLumi Meeting | SLAC | 19 May 2016 v Tuning of a DQW crab cavity S. Verdu-Andres (BNL) for the Crab Cavity Work Package Tuning of a DQW crab cavity for SPS beam tests - goal Resonant frequency of DQW crab cavity must be
Joint LARP CM26 / HiLumi Meeting | SLAC | 19 May 2016 v Tuning of a DQW crab cavity S. Verdu-Andres (BNL) for the Crab Cavity Work Package
Tuning of a DQW crab cavity for SPS beam tests - goal Resonant frequency of DQW crab cavity must be 400.79 MHz for cavity at 2K and under vacuum delivering nominal deflecting voltage of 3.34 MV with 450 GeV beam of SPS * for 270 GeV beam, the frequency must be 400.73 MHz tuning mechanism
How to get cavity “in tune”? RF cavity design (ideal model) Provide model to be manufactured Evaluate frequency shifts (at T room , before BCP) Manufacturing tolerances (shaping, assembly) frequency uncertainty OPERATION CAVITY PREPARATION • Lorentz force • Evacuation • Beam loading Set goal frequency (pressure, permittivity) Trim tuning • SPS beam energy • Cooldown for manufactured cavity • Cavity transparency • BCP • Coupler insertion Estimate deviations from Pre-tuning calculated frequency shifts Tuning DOCUMENTATION • Tuning procedure, Excel files: to guide tuning of cavity at different stages and assuming different scenarios • Traveler: to track cavity “frequency trip” during manufacturing, preparation, tuning and operation
Frequency trip of a DQW – from atelier till operation Given the goal frequency for the cavity at nominal operation , the frequency trip provides: goal frequency for the manufactured cavity. CAVITY FREQUENCY: MHz 400.0 400.1 400.2 400.3 400.4 400.5 400.6 400.7 400.8 from atelier… Last weld 400.491 -170 kHz BCP (210 um) 400.321 Couplers insertion -89 kHz 400.232 -148 kHz +133 kHz Tank assembly 400.084 Evacuation (permittivity) 400.218 -0.1 kHz Evacuation (pressure) +573 kHz 400.217 Cooldown (300->2K) 400.790 -0.4 kHz Lorentz force 400.790 < kHz … till operation Beam loading 400.790
In addition to frequency shifts calculated and included in frequency trip table, other processes may also introduce frequency uncertainty/detuning .
Sensitivity Freq shift range Max. displ Tuning range DETUNING [kHz] TUNING METHOD [mm] [kHz] [MHz/mm] Subassemblies within tolerances (overall shape tol: ± 0.4 mm) [-340, +340] Trimming 0.98 [2.7, -1.3] [+2650, -1270] Final EB of cavity (weld sag ± 0.2 mm [-40, +40] & shrinkage ± 0.1 mm) [-100, +100] Bulk BCP 150 m m [-40, +40] Pre-tuning outside of helium tank Tank assembly and welding ( ± 0.1 mm) [-200, +200] ± 0.4 Pre-tuning 1.60 [+640,-640] (under study) in helium tank Operation in SPS (from 400.73-400.79 MHz for [-60, +0] SPS beams of 120-450 GeV) ± 1.6 Push-pull tuning 0.37 [+310, -310]
Sensitivity Freq shift range Max. displ Tuning range DETUNING [kHz] TUNING METHOD [mm] [kHz] [MHz/mm] Subassemblies within tolerances (overall shape tol: ± 0.4 mm) [-340, +340] Trimming 0.98 [2.7, -1.3] [+2650, -1270] Nb sheet A Weld Nb sheet B Final EB of cavity (weld sag ± 0.2 mm [-40, +40] & shrinkage ± 0.1 mm) 4mm [-100, +100] Bulk BCP 150 m m [-40, +40] weld sagging Pre-tuning outside of helium tank Tank assembly and welding ( ± 0.1 mm) [-200, +200] ± 0.4 Pre-tuning 1.60 [+640,-640] (under study) in helium tank Operation in SPS (from 400.73-400.79 MHz for [-60, +0] SPS beams of 120-450 GeV) ± 1.6 Push-pull tuning 0.37 [+310, -310]
Sensitivity Freq shift range Max. displ Tuning range DETUNING [kHz] TUNING METHOD • Dummy tank designed, fabricated and tested by CERN: [mm] [kHz] [MHz/mm] Subassemblies within tolerances (overall shape tol: ± 0.4 mm) [-340, +340] Trimming 0.98 [2.7, -1.3] [+2650, -1270] Final EB of cavity (weld sag ± 0.2 mm [-40, +40] & shrinkage ± 0.1 mm) [-100, +100] Bulk BCP 150 m m [-40, +40] • Applied displacement [mm] to cavity ports Pre-tuning outside and calculated new frequency [kHz] (ACE3P): of helium tank Δf = 140(d 1 − d 2 ) + 580(d 3 + d 4 ) − 800d 5 − 380d 6 Tank assembly and welding ( ± 0.1 mm) [-200, +200] ± 0.4 Pre-tuning 1.60 [+640,-640] (under study) in helium tank Operation in SPS (from 400.73-400.79 MHz for [-60, +0] SPS beams of 120-450 GeV) ± 1.6 Push-pull tuning 0.37 [+310, -310]
Sensitivity Freq shift range Max. displ Tuning range DETUNING [kHz] TUNING METHOD [mm] [kHz] [MHz/mm] Subassemblies within tolerances (overall shape tol: ± 0.4 mm) [-340, +340] Trimming 0.98 [2.7, -1.3] [+2650, -1270] Final EB of cavity (weld sag ± 0.2 mm [-40, +40] & shrinkage ± 0.1 mm) [-100, +100] Bulk BCP 150 m m [-40, +40] Pre-tuning outside of helium tank Tank assembly and welding ( ± 0.1 mm) [-200, +200] ± 0.4 Pre-tuning 1.60 [+640,-640] (under study) in helium tank Operation in SPS (from 400.73-400.79 MHz for [-60, +0] SPS beams of 120-450 GeV) ± 1.6 Push-pull tuning 0.37 [+310, -310] * Others that may bring a frequency shift: baking, transportation, beam loading
Deviations between calculated values and frequency shifts experienced by cavity. Tuning mechanisms to correct deviations from expected frequency trip at different stages of cavity preparation. Additional tuning mechanism required for shifting cavity frequency during operation for: SPS beams of different energy, cavity transparency , etc.
Sensitivity Freq shift range Max. displ Tuning range DETUNING [kHz] TUNING METHOD [mm] [kHz] [MHz/mm] Subassemblies within tolerances (overall shape tol: ± 0.4 mm) [-340, +340] Trimming 0.98 [2.7, -1.3] [+2650, -1270] Final EB of cavity top subassembly (weld sag ± 0.2 mm [-40, +40] & shrinkage ± 0.1 mm) [-100, +100] Bulk BCP 150 m m [-40, +40] Pre-tuning outside of helium tank over-length for trim tuning Tank assembly and welding ( ± 0.1 mm) [-200, +200] ± 0.4 Pre-tuning 1.60 [+640,-640] (under study) in helium tank mid subassembly Operation in SPS 1.3mm (from 400.73-400.79 MHz for nominal [-60, +0] SPS beams of 120-450 GeV) 2.7mm ± 1.6 Push-pull tuning 0.37 [+310, -310] trim to tune bottom subassembly
START: clamp & measure freq n ≡ # trim step; m ≡ # over-length Trim tuning sequence ℱ ≡ diff. trim sensitivity expected (𝑔 𝑝𝑏𝑚 − 𝑔 𝑛𝑓𝑏𝑡 ) from simulations / measured 𝑢𝑝𝑢𝑏𝑚 = 𝑀 𝑢𝑠𝑗𝑛 𝑡𝑗𝑛 ∆𝑔 𝑀 𝑢𝑠𝑗𝑛 • Learn from next-to-last trim n=1; m=2; ℱ =1 ( D f weld , trim sensitivity) • Check trim sensitivity in steps YES 𝑡𝑗𝑛 ∆𝑔 𝑀 𝑢𝑠𝑗𝑛 n=3? Update ℱ = 𝑛𝑓𝑏𝑡 ∆𝑔 𝑀 𝑢𝑠𝑗𝑛 NO 𝑢𝑝𝑢𝑏𝑚 Trim 𝑀 (𝑜) = 𝑀 𝑢𝑠𝑗𝑛 top subassembly × ℱ 𝑛 ×4 in over-length # 𝑛 over-length #1 Clamp & measure freq weld #1 YES Weld # 𝑛 n=4? (last) NO Clamp & measure freq n= n+1 YES m=1? END NO Grind weld # 𝑛 mid subassembly weld #2 (next-to-last) Clamp & measure freq Update ∆𝑔 over-length #2 𝑥𝑓𝑚𝑒 𝑛𝑓𝑏𝑡 −∆𝑔 𝑢𝑝𝑢𝑏𝑚 = (𝑔 𝑝𝑏𝑚 − 𝑔 𝑥𝑓𝑚𝑒 ) 𝑀 𝑢𝑠𝑗𝑛 ∆𝑔 𝑀 𝑢𝑠𝑗𝑛 bottom subassembly n=1; m=1
Guide for trimming – “last” weld trimming Corrects frequency according to e = f(H, p vapor , T). • • Suggests length to be trimmed from calculated trim sensitivity and former data. • Doing the same for trim sequence for “next -to- last” weld . • Need to include expected displacement of electric field center due to asymmetric trim tuning.
Trim tuning – frequency measurement of clamped subassemblies • Ensure RF contact; avoid incorrect frequency read out due to deformation S21/dB 0 increase clamping pressure enhances deforms cavity: RF contact: peak shift Q improves frequency CAVITY DURING TRIM TUNING CAVITY IN OPERATION f=400.45 MHz, Q ~ 10 3 f=400.79 MHz, Q ~ 10 6 D f ~ hundreds kHz D f ~ hundreds Hz
Sensitivity Freq shift range Max. displ Tuning range DETUNING [kHz] TUNING METHOD [mm] [kHz] [MHz/mm] Subassemblies within tolerances (overall shape tol: ± 0.4 mm) [-340, +340] Trimming 0.98 [2.7, -1.3] [+2650, -1270] Final EB of cavity (weld sag ± 0.2 mm [-40, +40] & shrinkage ± 0.1 mm) [-100, +100] Bulk BCP 150 m m [-40, +40] Pre-tuning outside of helium tank (on-going) Tank assembly and welding ( ± 0.1 mm) [-200, +200] a) b) c) d) ± 0.4 Pre-tuning 1.60 [+640,-640] in helium tank (under study) Operation in SPS (from 400.73-400.79 MHz for [-60, +0] SPS beams of 120-450 GeV) ± 1.6 Push-pull tuning 0.37 [+310, -310] 0.11 MHz/mm 0.14 MHz/mm 0.03 MHz/mm 0.03 MHz/mm e) re-weld
Sensitivity Freq shift range Max. displ Tuning range DETUNING [kHz] TUNING METHOD [mm] [kHz] [MHz/mm] Subassemblies within tolerances (overall shape tol: ± 0.4 mm) [-340, +340] Trimming 0.98 [2.7, -1.3] [+2650, -1270] Final EB of cavity (weld sag ± 0.2 mm [-40, +40] & shrinkage ± 0.1 mm) [-100, +100] Bulk BCP 150 m m [-40, +40] Pre-tuning outside of helium tank Tank assembly and welding ( ± 0.1 mm) [-200, +200] ± 0.4 Pre-tuning 1.60 [+640,-640] (under study) in helium tank Operation in SPS (from 400.73-400.79 MHz for [-60, +0] SPS beams of 120-450 GeV) ± 1.6 Push-pull tuning 0.37 [+310, -310]
Recommend




More recommend
Explore More Topics
Stay informed with curated content and fresh updates.