Process Design for an All Single-Use Manufacturing Facility: Scaling Low to High Titer Processes to Fit Standard mAb Equipment BioProcess International West March 2, 2017 Kelly Thom Associate Principal Scientist Fujifilm Diosynth Biotechnologies Your Biologics and Vaccines CDMO Partner of Choice .
One Global Company 3 280+ 1,100 SITES MOLECULES 6 EMPLOYEES Billingham, UK In process development and/or 20+ College Station, TX World Wide manufacturing. RTP, North Carolina LICENSES YEARS For commercial Of Biologics CDMO manufacturing. experience.
With you all along the road To clinical success Regulatory Preclinical Phase I Phase II Phase III Launch Approval Process Development Gene Expression & Process & Optimization Strain / Cell Line Commercial Characterization Production Development Analytical & Stability Process Validation Process Invention Post-approval cGMP Manufacture Activities cGMP Manufacture Fill/Finish Pre-clinical Manufacture Stability
with Our Cell Culture Experience 65+ 10 55 Cell Culture Programs, including CHO Baculovirus Programs and Baculovirus CHO Programs 1 Commercially Approved Cell Culture Product Manufactured at FDB
FDB Single-Use Bioprocessing Journey • Learning from Early Adoption of Single-Use Technologies • Process Design Goals for New Facility • Facility Layout, Room Classifications, and Closure Strategy • Upstream and Downstream Single-Use Processes and Equipment • Modeling to Design Small (2 g/L), Medium (5 g/L), and Large (8 g/L) Downstream Process
Creating biomanufacturing capacity A global partnership Creating the UK’s first fully single -use Driven by the industry need for Four successful capacity expansion cGMP mammalian cell culture projects on two continents biomanufacturing facility biomanufacturing capacity 2014 1000 L project 2013 2000 L project • Single- use WAVE Bioreactor™ systems • • Xcellerex™ XDR cell culture suite Xcellerex XDR 2000L • ÄKTA™ready and ReadyToProcess ™ bioreactor added prepacked columns Research Triangle Park, US Billingham, UK 2015 2000 L project 2012 1000 L project • Xcellerex XDR 2000L bioreactor added • Xcellerex single-use mixers • Xcellerex XDR cell culture suite Billingham, UK • ÄKTA™ready purification system Research Triangle Park, US Ongoing partnership 2019 2018 2017
Development of FDB Single Use Bioreactor Platform • Why Single Use? – Capacity can be increased quickly – Capital investment and payback time are less – Footprints are reduced – Less utilities are required (CIP/SIP) – No cleaning verification/validation – Less cost for room classifications, EM monitoring, personnel gowning/flow – Multi- product manufacture (“ballroom”) suites – Multiple products in multiple suites (reduced changeover times) • Production Bioreactor Selection – Process performance (mixing, mass transfer, sparger flexibility) – Engineering design (hardware and bag design) – Control system capability and automation tie-in – Equipment cost and product support – Speed and ease of implementation and qualification – Track record
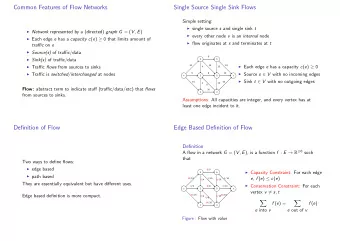
Stainless Steel vs. Single Use Bioreactor 110LSS Avg (n=3) 200LSUB Avg (n=3) 1000L SUB Avg (n=2) Product Quality: Glycosylation Patterns 300 250 110L SS VCD (10 5 cells/mL) 200 150 100 50 200L SUB 0 0 2 4 6 8 10 12 14 16 18 20 Time (days) 110LSS Avg (n=3) 200L SUB Avg (n=3) 1000LSUB Avg (n=2) 1200 1000 1000L SUB Product (g/L) 800 600 400 200 0 0 2 4 6 8 10 12 14 16 18 20 Time (days)
SUB Scale Up by Mass Transfer • O 2 kLa characterization performed for all SUBs To achieve peak kLa = 7 hr -1 100 rpm = 50% sparge – 10, 50, 200, 500, 1000 and 2000 L 120 rpm = 38% sparge • kLa models are being developed in MODDE • CO 2 stripping characterization is on the horizon 1000 L CHO Process (~30 E6 cells/mL) 0 – 50% Dissolved Oxygen (%) O 2 Sparge (sLpm) ± 20% Culture Duration (14 days)
SUB Scale Up to 1000 L GMP
Upstream Learning from Early Adoption • Hardware Design • Connectivity – MFC sizing – Minimize the number of sterile connections – Automated exhaust filter strategy – Welding vs. sterile connectors • SUB Bag Design – Solution bags with on-board filters and – Enough addition lines with correct tubing to match the SUB diameters • Raw Materials – Tubing is long enough for all – Liquid media connections – Multiple exhaust filters – Pre-made solutions (nutrient feeds if stability allows, glucose, glutamine, – Evaluate the bag film antifoam) – Have capability to formulate if needed
Development of FDB Single Use Downstream Platform • Manufacturing experience with multiple single-use vendors and equipment Chrom Skids Pre-packed Columns Single Use TFF Skids Single Use Mixers GE AKTAReady GE ReadytoProcess Pall SU TFF GE XDM / XDUO Repligen Opus Sartorius FlexAct Sartorius Palletank Millipore Mobius
Downstream Learning from Early Adoption • Design Limitations • Tubing management and – Skids: flow rates, mixing, temperature control, hydroxide exposure, consumable design were flow kit max usage time (limited tubing lifetime in peristaltic pump) key early learnings – mAb throughputs: low chrom skid flow rates, low TFF membrane • Need to manage throughput customization against cost • Instrumentation Limitations – Sensor (P, T, UV, flow, conductivity) issues – Use of traditional pH probe instead of inline pH probe • Installation Limitations – Operators must standardize sensors as part of self check – Manifold installation is cumbersome – Lack of manifold labeling can result in cross connectivity issues – Standard manifold tubing sizes may require different connectors (connecting 1” to ½” tubing)
Process Design Goals for HT, mAb Facility • Standardized offering • All single-use equipment • Medium/high density fed batch CHO (10 – 40 E6 cells/mL) • Downstream to process a wide range of upstream titers – Small (2 g/L), Medium (5 g/L) and Large (8 g/L) Downstream Scenarios • One set of standard equipment with scaling flexibility • Define closed processing needs and connectivity strategy • Placement of unit operations for optimal suite scheduling and process flow • Allowable process duration for each unit operation • Off-the-shelf products wherever possible • BOMs for small, medium, and large downstream • Raw material and consumable costs for a batch
Design Approaches • GE Flex Factory equipment and automation (USP, partial DSP) • Super Pro Modeling: Created a simulation to scale the FDB platform process over a range of 2 – 8 g/L Model Inputs Model Outputs 2000 L Harvest Titer Unit Op and Total Batch Duration Filter Fluxes Column Sizes Resin Capacities Number of Column Cycles Step Yields Filter/Membrane Areas Buffer and Process Volumes SUM Sizes Raw Material Cost per Gram
Unit Operations by Suite • Harvest one batch per week • At steady state, up to nine products in flight
Single-Use Upstream PFD
Single-Use Downstream PFD
Super Pro Model CEX Viral Protein A Inactivation Nanofiltration AEX Bulk Fill TFF
Chromatography Estimates and SUM Sizing Protein A CEX Process Process Protein Titer Column Size Cycles Column Size Cycles Duration Duration (g/L) (L) (#) (hr) (L) (#) (hr) Small 2 - 3 10 8 - 12 48 - 62 10 6 - 9 20 - 30 Medium 3 - 5 20 6 - 10 31 - 45 20 4 - 7 14 - 24 Large 5 - 8 32 7 -10 31 - 41 32 5 - 7 17 - 24 Clarified VI SUM 1 VI SUM 2 CEX Eluate AEX Eluate Nanofiltrate Harvest Protein Titer SUM A SUM B SUM C SUM D SUM E SUM F (g/L) (L) (L) (L) (L) (L) (L) Small 2 - 3 2500 200 200 1000 1000 1000 Medium 3 - 5 2500 500 500 1000 1000 1000 Large 5 - 8 2500 1000 1000 2500 2500 1000 NOTE: SUM sizes were determined from process volumes, which are not shown.
Raw Materials Cost per Gram
TFF Design Protein Titer (g/L) DS Conc. 2 3 5 8 (mg/mL) TFF Retentate / Final DS Volume (L) 1 10 236 354 590 944 50 47 71 118 189 100 24 35 59 94 180 20 33 52 • Assumption that DF will occur at 10 – 50 mg/mL retentate concentration • 50 L and 200 L retentate tanks will be used • 1000 L SUM used for retentate volume > 200 L
Summary • FDB leveraged learnings from early adoption of single-use technologies to guide process/facility design • The new facility utilizes the multi-product ballroom approach – Harvest of one batch per week – Up to nine products in flight at steady state • Super Pro modeling was used to define small, medium and large downstream processes – Equipment – Processes – Durations – Cost
Acknowledgements Downstream Development Process/Facility Design Upstream Development • Patrick Daley • Mike Jones • Sharyn Farnsworth • Mark Chavez • Peter Large • Simon Uphill • Jonathan Haigh • Stewart McNaull • Michael Murray • Thomas Page • Phil Ropp • Mary Vo-Harris • Kevin Short • GE Flex Factory Design Team • Matt Teten
FUJIFILM Diosynth Biotechnologies Advancing Tomorrow’s Medicines TO LEARN MORE VISIT US AT BOOTH 908
Recommend
More recommend
Unleash a World of Digital Possibilities—Browse, Share, and Explore Content Without Boundaries