DECOMPOSITION OF METAL SULFATES DECOMPOSITION OF METAL SULFATES A SO 2 -SOURCE FOR SOURCE FOR A SO 2 - SULFURIC ACID PRODUCTION SULFURIC ACID PRODUCTION Dr. Jörg Hammerschmidt
Agenda Agenda 2 � Introduction � Short description of the Fluid Bed Technology � Scale-up - From test plant to production size � Influence factors for the Decomposition regarding Thermodynamic and Kinetic � Outotec’s Roasting & Acid Plant Concept for the Decomposition-Process
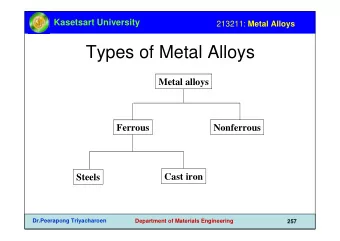
Decomp. . – – SO SO 2 -Source for Acid Source for Acid Decomp 2 - 3 Decomposition Metal- MeSO 4 � MeO 2 +SO 2 Sulfate
Process Options for Decomposition Process Options for Decomposition 4 Three Process Alternatives � Multiple Hearth Furnace � Rotary Kiln � Fluid Bed Technology
Rotary Kiln – – M Mü üller K ller Kü ühne hne Rotary Kiln 5 Process- -parameters parameters - - for Calcium Sulfate for Calcium Sulfate Process Feedmaterial � Raw Material/ Residues 200.000 t/a � Old Acid 20.000 t/a � Combustables 40.000 t/a Products � Cement 100.000 – 130.000 t/a � Sulfuric Acid 70.000 – 100.000 t/a
FB- -Technology Technology FB 6 Process- -parameters parameters – – for Iron Sulfate for Iron Sulfate Process � Number of salt feed points 2 � Bed cross section area 20 m² � Bed height 1.4 m � Temperature 800 - 900 ° C � Number of oil feed points 15 - 20 � Fuel oil consumption 2 000 kg/h � Fluidizing air 13.000 Nm³/h � Cinders 4 t/h � Steam 8 t/h
FeSO 4 -Decomposition Plant Decomposition Plant FeSO 4 - 7
References for FB- -Decomposition Decomposition References for FB 8 Company Country/ Capacity t/day Feedstock Town (100%-H 2 SO 4 ) Cincarna Slovenija/ 235 t/day Ferrous Sulphate, Celje Pyrite Tioxide France/ 270 t/day Ferrous Calais Sulphates/ Coal Röhm - Hüls Germany/ 400 t/day Spent Acids Wesseling Röhm - Hüls Germany/ 650 t/day Spent Acids Worms Sachtleben Germany/ 2000 t/day Spent Acids; Chemie Sachtleben Sulphates Kerr McGee Germany/ 600 t/day Spent Acids; Krefeld FeSO 4 , Pyrite Lanxess Germany/ 435 t/day Spent Acid Leverkusen
Agenda Agenda 9 � Introduction � Short description of the Fluid Bed Technology � Scale-up - From test plant to production size � Influence factors for the Decomposition regarding Thermodynamic and Kinetic � Outotec’s Roasting & Acid Plant Concept for the Decomposition-Process
Which is the right Fluidized Bed System? 10 Which is the right Fluidized Bed System? Stationary Fludized Bed Circulating Fluidized Bed Flash Reactor Bubbling fluidized bed (FB) Circulating fluidized bed (CFB) Transport or flash reactor (FR) Velocity Gas Increasing Solids solids density Increasing Expansion Stationary Fluidized Bed Circulating Fluidized Bed is Transport Reactor characterised by: characterised by: characterised by: � Low gas velocities � Higher gas velocity � Very high gas velocities � Bubbling bed with defined � Increased solids entrainment � Minimum slip velocity bed surface � Intensive internal and external � Limited solids carry over recycle of solids � Low slip velocity � Maximum slip velocity � Number of plants: 264 � Very intensive mixing � Excellent heat and mass transfer rates � Number of plants: 172
11 Why using the CFB Why using the CFB- -Technology ? Technology ? � Operation at high slip velocity, � high specific throughputs and � small unit sizes resulting in � lower capital cost. � Across the entire reactor system an improved control and uniformity of the operating temperature with high throughput. � ensures an uniform decomposition reaction of the material. � constant Gas condition/composition in the roaster system and its uniformity. � Variation of solid residence time, � potential to improve decomposition efficiency. � possibility to run with part load and load changes according to the concentrate composition.
12 Why using the CFB Why using the CFB- -Technology ? Technology ? � Suitability for exothermic and endothermic (=decomposition) processes. � Acceptance of feed material variations in chemical composition and particle size distribution ranges. Main limitations are the subsequent process steps like gas cleaning or sulphuric acid plant. � Suitability to operate with oxygen enriched roasting air. � Suitability for direct fuel injection like coal addition into the reactor. � Reduction of heat losses.
Agenda Agenda 13 � Introduction � Short description of the Fluid Bed Technology � Scale-up - From test plant to production size � Influence factors for the Decomposition regarding Thermodynamic and Kinetic � Outotec’s Roasting & Acid Plant Concept for the Decomposition-Process
14 Basis for the CFB Basis for the CFB- Vast Experiences in FB-Technology-> Scale-up Design-Basis Laboratory CFB -Design Data Design Data Pilot-Test Work Models for Thermo- dynamic and Fluidization
15 Vast Experience Vast Experience � Alumina calcining plants 51 units � Gold ore roasting plants 5 units � Power plants* 82 units � Calcining of clay/lime 3 units � Sulphur adsorption 16 units � Fluorine adsorption 10 units � Further Processes 5 units total 172 units Coal based reduction; Gas based reduction (Circored), Ore preheating (Circoheat) etc. *no longer part of Outotec’s offer
Vast Experience in design criteria Vast Experience in design criteria 16 CFB Design-Basis FB-Technology-> Scale-up dynamic and Fluidization � Particle size and density Vast Experiences in Models for Thermo- Pilot-Test Work Laboratory � Retention time � Process temperature � Process energy requirement � Production rate � Demand on product quality
17 Pilot Pilot plants plants - - study phases study phases CFB Design-Basis FB-Technology-> Scale-up dynamic and Fluidization Vast Experiences in Models for Thermo- Pilot-Test Work Laboratory 80 350 mm mm 50 160 200 DTA* mm mm mm 700 mm Basic Investigations Continuous Pilot Semi-Industrial (batch) Plant Operation Pilot Plant Operation Scale Up Data Achievable * Differential Thermal Analysis
18 50mm FB laboratory apparatus 50mm FB laboratory apparatus
200 mm CFB pilot plant 200 mm CFB pilot plant 19 Gas Conditions: oxidizing or reducing Temperature: up to 1050 ° C Pressure: atmospheric/pressurized
Scale up figures of former Outotec 20 Scale up figures of former Outotec projects projects Process From pilot To industrial Scale up plant size plant size factor Al calcination, 1,000 mm/ 3,600 mm/ 1:20 24 t/d 500 t/d Coal combustion, 360 mm/ 5,000 mm/ 1:1,000 20 kg/h 500 t/d Gold ore roasting, 200 mm/ 3,800 mm/ 1:4,000 22 kg/h 2,000 t/d
Agenda Agenda 21 � Introduction � Short description of the Fluid Bed Technology � Scale-up - From test plant to production size � Influence factors for the Decomposition regarding Thermodynamic and Kinetic � Outotec’s Roasting & Acid Plant Concept for the Decomposition-Process
Influencefactors regarding 22 Thermodynamic and Kinetic For Thermodynamik � Temperature � Atmosphere – SO 2 – O 2 - CO � Type of Metalsulfate – Impurities For Kinetik (Mass- and Heat transport) – beside the above mention criteria…. � Specific Surface � Gas flow at Sulphate Surface
Fe 2 (SO 4 ) 3 -Decompostion Decompostion Fe 2 (SO 4 ) 3 - 23 Depending on on Temperature Temperature (Air) (Air) Depending kmol File: C:\HSC6\Gibbs\FeSO42.OGI 100 90 SO2(g) 80 70 60 50 Fe2O3(H) 40 Fe2(SO4)3 30 FeSO4 SO3(g) 20 10 FeO Temperature 0 C 400 500 600 700 800 900 1000
Temperature and Atmosphere Temperature and Atmosphere 24
25 Atmosphere Atmosphere Decomposition of MnSO MnSO 4 · H H 2 O Decomposition of 4 · 2 O TG /% Temp. /°C 100.00 1200 1000 90.00 800 Mass Change: -44.09 % 80.00 600 70.00 Mass Change: -44.11 % 400 60.00 180 ml/min Air + 20 ml/min N 2 200 200 ml/min N 2 50.00 End: 938 ° C End: 915 ° C 200 ml/min N2 180 ml/min Air +20ml/min N2 End: 938 °C End: 914 °C 0 20 40 60 80 100 Time /min
Influence of type of Metalsulfate Metalsulfate Influence of type of 26 @ 850 ° C @ 850
Kinetic = fast Masstransport Masstransport Kinetic = fast 27 � Specific Surface � Gas flow at Sulphate Surface Fluidising medium saturated with SO 2 /SO 3 Sulphate particle SO 2 /SO 3 Gas Film Fluidising medium
28 Decomposition of Decomposition of MnSO MnSO 4 · H H 2 O 4 · 2 O in N 2 at different N 2 - Flow Flow in N 2 at different N 2 - TG /% Temp. /°C 1200 100.00 1000 90.00 800 80.00 600 70.00 Mass. Change –44,13% Mass Change: -44.13 % Mass. Change –44,12% Mass Change: -44.12 % 400 60.00 20 ml/min N 2 200 200 ml/min N 2 50.00 End: 932 ° C End: 915 ° C 20ml/min N2 200ml/min N2 End: 932 °C End: 915 °C 0 20 40 60 80 100 Time /min
Agenda Agenda 29 � Introduction � Short description of the Fluid Bed Technology � Scale-up - From test plant to production size � Influence factors for the Decomposition regarding Thermodynamic and Kinetic � Outotec’s Roasting & Acid Plant Concept for the Decomposition-Process
st Concept = CFB + Recuperator 1 st Concept = CFB + Recuperator 30 1 Recuperator CFB Air Recycling- Off-Gas material Concentrate + Coal Calcine Air
Recommend
More recommend
Unleash a World of Digital Possibilities—Browse, Share, and Explore Content Without Boundaries




![[11] The Singular Value Decomposition The Singular Value Decomposition Gene Golubs license](https://c.sambuz.com/743764/11-the-singular-value-decomposition-the-singular-value-s.webp)