Natural Surfactants for Flotation Deinking in Paper Recycling R. - PowerPoint PPT Presentation
Natural Surfactants for Flotation Deinking in Paper Recycling R. A. Venditti, O. J. Rojas, H. Morris, J. Tucker, K. Spence, C. Austin and L. G. Castillo Forest Biomaterials Science and Engineering, North Carolina State University, Raleigh USA
Natural Surfactants for Flotation Deinking in Paper Recycling R. A. Venditti, O. J. Rojas, H. Morris, J. Tucker, K. Spence, C. Austin and L. G. Castillo Forest Biomaterials Science and Engineering, North Carolina State University, Raleigh USA
Introduction The flotation process � necessitates stable foams to allow the separation of ink from fiber Foaming agents may be � added to stock at 0.02 to 0.2 % of solids Currently, many of the � foaming agents are petroleum- based and may not be environmentally friendly Are there more green � alternatives that may lessen dependence on petroleum feedstocks? How to evaluate? �
Surfactant at Interfaces: Modification of the surface energy Interface H O CH H O OH Air or 2 Water O Oil OH O Polar Non- Polar Polar Non-polar Group Group Surfactant Surfactant
Detergency Separation by + surfactant: shear initial state: change in (rolling) no surfactant wetting water water water θ θ θ θ θ θ θ θ θ θ oil ink ink oil B A substrate substrate Substrate
Detergency 1 surfactant 1 3 mechanical 3 adsorption/diffusion shear separation 2 2 adhesion reduction ink e substrate V e repulsion (3) (3) E (1) adhered particle (2) particle separation 0 Distance (3) particle removal attraction V 2 (2) (2) (1) (1) Adhesion Destabilization V 1
Surfactant at Air-Water Interface: Foam Stability surface tension gradient gas liquid flow liquid film strained area high surface tension low surface tension low surface tension
Introduction � The flotation process is a complex process requiring multiple steps to occur: � Release of the ink from fiber � Attachment of ink to air bubble � Air bubble to be incorporated into stable foam � Foam to be separated from the liquid phase � A surfactant can impact all of these steps……its effect on flotation can be difficult to interpret
Outline � Introduction � Materials � Results and Discussion � Detergency � Adsorption � Foamability � Flotation Deinking � Conclusions � Questions
Surfactants Studied � Alkyl phenol ethoxylate (APE) � Alkyl (C10-C16) mono and oligomeric D- glucopyranose � Protein-based surfactant from soybean � Commercially formulated surfactant blend
Recovered Paper Material � Recycled Xeroxcopy Paper of 92 brightness and 30% recycled content � Copied with text on both sides of the paper with a xerographic toner � Pulped at 3% consistency in Tappi Disintegrator
Detergency Analysis Condenser � Preparation of films via Ink Source Ink Source sublimation of Vacuum Vacuum tripalmitin, a fatty acid Chamber Gold Gold model of an ink Wafer � Exposed ink surface to surfactant solution with shear in beaker � Measured contact angle of water drop on surface of treated film
Detergency Analysis Milli-Q Water Source Gold Light Wafer Source � Preparation of films via sublimation of Measurement / Observation tripalmitin, a fatty acid 90 90 model of an ink 80 80 Contact Angle (degrees) � Exposed ink surface 70 70 60 60 to surfactant solution 50 50 with shear in beaker 40 40 � Measured contact 30 30 20 20 angle of water drop on 10 10 surface of treated film 0 0 0 0 20 20 40 40 60 60 80 100 120 140 160 180 200 220 80 100 120 140 160 180 200 220 Time (min)
Detergency Analysis: 80 Changes in contact angle � Contact angle (degrees) after treatment of “printed” 70 surfaces with surfactants, Sugar-based Sugar-based before (solid symbol) and Commercial Commercial 60 after rinsing with water (washing, open symbols) 50 Surfactants make inks � more hydrophilic 40 Protein Protein Different response to � 30 Synthetic APE rinsing: different surface affinity 20 0 0 50 50 100 100 Time (min)
Detergency Analysis (Contact Angles): Surfactant % Change on % Change on � Changes in contact Treatment Rinsing angle after treatment of Commercial 30 15 “printed” surfaces with surfactants, before (solid APE 50 30 symbol) and after rinsing with water (washing, Protein-Based 40 42 open symbols) � Surfactants make inks Sugar Based 35 17 more hydrophilic � Different response to rinsing: different surface % Change Treat = 100%* [CA(no treat) – CA(treat)]/CA(no treat) affinity % Change Rinse = 100%* [CA(no treat) – CA(treat/rinse)]/CA(no treat)
Quartz Crystal Microbalance � Piezoelectric quartz crystal, sandwiched between a pair of electrodes � Measures the resonance frequency and dissipation due to adsorption on surface � .9 ng/cm2 sensitivity in water − ρ Δ − ρ ν Δ Δ t f f C f Δ = q q = q q = − m 2 f n n 2 f n 0 0 Q-Sense E4 unit
QCM-D ping principle Qcmddemo.exe Frequency change ( Δ f) : related to the mass of the attached film “rigid” film “soft” film Disipation ( Δ D) : related to the viscoelasticity
Flow with T-loop – Liquid Transport Control valve T-loop out Pump Inlet speed (ml/min) 0.25 Sensor out Reservoir Sensor T-loop cell
QCM: Measurement principle Mathematical representation Crystal of the decay curve A( t )=A 0 ⋅ exp(- t/ τ ) ⋅ sin(2 π ft + φ ) D =1/ π f τ Drive Amplitude Recording Sensitivity Fitting routine; Levenberg- Marquandt’s (Numerical Recipies) •Decay recording – electronics unit •Decay fitting - PC
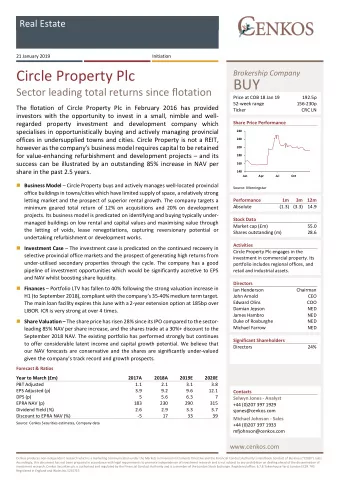
QCM Results � Surfactant solution injected around 500 s � Rinsing with water at about 2500 s � Commercial surfactant had lowest affinity to model ink film Amount Surfactant Type adsorbed (ng) released (ng) � Protein had Commercial 10.1 11.3 highest affinity Synthetic 12.8 3.0 � Kinetics revealed Protein-based 13.6 3.1 Sugar-based 12.4 3.7
Dynamic Foamability � 400 ml of 0.025 g/L surfactant solution � Air flow of 185 ml/min through air dispersing stone � Foam height recorded vs time
Dynamic Foamability 25 25 25 25 25 25 Synthetic Synthetic Synthetic Synthetic APE Synthetic 20 20 20 20 Max Foam Height (cm) Sugar based Sugar based Sugar based Sugar based Sugar based Sugar based 20 20 20 20 20 20 Foam Height (cm) Protein Based Protein Based Protein Based Protein Based Protein Based Protein Based (108) APE Synthetic Synthetic Synthetic Commercial Commercial Commercial Commercial Commercial Commercial 15 15 15 15 mixture mixture mixture mixture mixture mixture 15 15 15 15 15 15 (108) 10 10 10 10 10 10 10 10 10 10 (42) (42) Commercial mixture Commercial mixture Commercial mixture Commercial mixture 5 5 5 5 5 5 5 5 5 5 (110) (110) Sugar based Sugar based Sugar based Sugar based 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 20 20 20 20 20 20 40 40 40 40 40 40 60 60 60 60 60 60 80 80 80 80 80 80 0 0 500 500 1000 1000 Protein based Protein based Protein based Protein based Removal Efficiency as % of Control Time (0 Ross Miles Foam)
Flotation Deinking Experiments � Pulping 3% K, 10 min, 50 C, Tappi Disintegrator � Flotation Wemco Lab Cell, 1% K, RT, stopped when foam production ceased, ranged from 60-210 s � Image Analysis, Scanner system, 0.007 mm 2 smallest particle size considered − ( PPM PPM ) = Control Sample RE % *100 PPM Control
Flotation Results: Efficiency vs surfactant charge Surfactant Added to Flotation Cell 100 Sugar-based 90 APE 80 Removal Eff. (%) Commercial mixture 70 60 50 40 30 20 Protein-based 10 0 0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00 Surfactant Charge (% on OD fiber) � At a given surfactant charge, the removal efficiency correlates with the foamability � does not reflect selectivity of separation
Flotation Results: Selectivity Surfactant Added in Flotation Cell 100 90 80 Removal Eff. (%) 70 Sugar based 60 50 Commercial mixture APE 40 30 20 10 Protein based 0 50 55 60 65 70 75 80 85 90 95 100 Yield (%)
Flotation Results: Selectivity Protein-based surfactant has � Surfactant Added in Flotation Cell significantly lower selectivity: 100 � highest adsorption onto model Removal Eff. (%) 90 ink (QCM) 80 � largest decrease in contact 70 angle on model ink Sugar based 60 Higher MW, charged material � 50 Commercial mixture Indication that the protein-based � APE 40 surfactant sterically stabilizes 30 toner in water 20 � Cationic starch interference of 10 Protein based toner agglomeration (Berg and 0 50 55 60 65 70 75 80 85 90 95 100 coworkers, 1994; Venditti and coworkers 1999) Yield (%) � Acrylate adhesive anti- deposition on polyester by cationic starch (Venditti and coworkers, 1999)
Conclusions � Methods to distinguish differences in adsorption, desorption and detergency between different surfactants have been demonstrated � Foamability has a strong correlation with removal efficiency, independent of yield considerations � Selectivity is related to adsorption, surface modification of toner (contact angle) and steric stabilization of ink particles � The surfactant with the sugar moieties had similar flotation removal efficiencies than did synthetic (APE) surfactants
Recommend









More recommend
Explore More Topics
Stay informed with curated content and fresh updates.