MBAA District Midwest Spring 2018 Meeting Mad Tree Brewing Co. Cincinnati, OH - 3/10/2018 Packaging Quality Assurance Draft Beer Packaging Steve Bradt Micro Matic Packaging Division
THE ULTIMATE BEER CAN???
KEY CONTROL AREAS • New Containers • Specifications, receiving, preparation • Keg Washing • Effective cleaning and sanitation considerations • Keg Filling • Fill levels, dissolved oxygen pick-up • Quality Assurance • Areas for monitoring and maintenance • Quality Control • Dissolved oxygen and microbiological control
ORDERING NEW CONTAINERS • Order your kegs thoughtfully. • How are kegs treated and equipped before they come to you • Ask keg and spear suppliers for their process for passivation of kegs and spears (These processes are often done separately) • Request a copy of the results of pressure and drop tests • Will your kegs include rupture disks? • Design features of chimes • Specify neck and valve styles and manufacturers
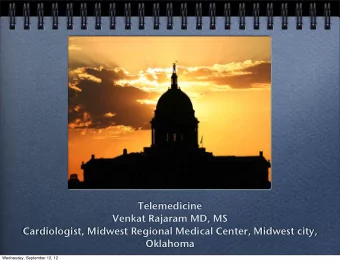
Threaded Drop-in Ball type Poppet type
RECEIVING NEW KEGS • When you receive your kegs: • Brewery examination and treatment of new kegs • Physical examination for damage or manufacturing flaws • Dents, weld quality, necks bent, chimes crooked, damaged or incorrect valves, burrs or sharp edges, etc. • Did you get what you asked for? • Passivation and reduction of beer soluble iron. • Nothing works quite like beer! • Initial wash, sanitize and pressure test • Sensory evaluation of beers from new kegs. • Marking and coding
YOUR KEGS LEAD INTERESTING LIVES!
KEGS RETURNED FROM MARKET • Isolate all kegs returned from market marked as “Bad” • If an examination of the exterior does not determine the reason why the keg is “bad”, the spear should be removed and possibly rebuilt. • Don’t just run these kegs through the keg washer again. • Log causes of failure. This will be valuable in spotting trends that could identify the source of a problem later on. • Some breweries require a site visit and full reporting before a keg is accepted for return, allowing the brewery to better identify and log the source of the problems.
EXAMINATION OF KEGS • All kegs should be examined for damage prior to loading onto keg washer. • Check for existence of an intact circlip in drop-in style kegs • Check for loose spears in threaded style kegs • Bent necks or bent chimes • Dents which could create cleaning shadows • Foreign objects in neck well must be removed to avoid damage to the valve during cleaning. • Damage to CO 2 or beer valves • Employees who handle and evaluate returning kegs are your first line of defense. Provide them with the tools and motivation to do their job well. • Kegs with damage should be isolated for repair by properly trained technicians or they may cause damage to wash/fill equipment, injury to brewery personnel, or result in continuing quality issues.
DAMAGE TO KEGS
Over-pressurization, likely from freezing
DAMAGE TO VALVES.2 Early stage, delamination of CO 2 Valve Impact damage to CO 2 Valve
DAMAGE TO VALVES.3 Impact damage to CO 2 Valve. Likely UV Damage, cracking of rubber due beer leaker and foamer. to exposure to sunlight
KEG WASHING – PRE CLEAN • Decant excess “Ullage” • Excessive quantities of waste, remnant beer, can overwhelm the abilities of the keg washer to effectively purge. • Also makes loading kegs onto line more difficult • Make sure to leave some pressure in the keg • Precleaning of keg exterior and valve • Hand or mechanical scrubbing or high pressure washing of keg exteriors to remove soils, stickers, etc. • Hand scrubbing or high pressure wash of the keg valve to insure removal of soils and foreign objects that can damage valves and damage wash/fill probes on automated machines • CCP - Avoid high temperatures that may “bake” proteins onto the interior of the kegs, impeding good internal cleaning.
KEG WASHING - PURGE • Purge of ullage (old beer) and CO 2 • Important to effectively remove both old beer and CO 2 which can decrease the potency of alkaline wash solutions. Duration of purge is dependent on conditions unique to each keg and washer. • Pre-rinse • CCP - Kegs should not proceed to the next step unless all waste beer has been removed from the keg. • CCP - Incomplete purge will result in premature neutralization of caustic based cleaning solutions and may also result in invalid readings from conductivity based probes used to monitor wash tank concentrations.
KEG WASHING - ALKALINE • Caustic Wash • Breweries may follow with either 1 or 2 caustic washes. If 2 are used, the 1 st typically serves to pre-wash and to neutralize any remaining CO 2 • Valve Soak • “low flow” step for spear cleaning • Proper balance of flow into and out of the keg to avoid pooling • CCP – validate strength of caustic and accuracy of conductivity measurements by titration. • Fresh water rinse if final wash step.
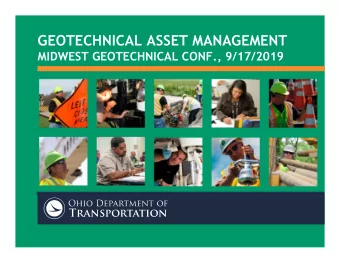
High Flow Wash Low Flow Wash Valve Soak No pooling of solution Spear cleaning
KEG WASHING - ACID • Acid Wash • Breweries may follow a caustic wash with an acid wash cycle or may use an acid wash with a detergent additive as a sole wash solution or some rotation of alkaline and acid cycles • Typically nitric acid or a nitric/phosphoric blend • CCP – validate strength of acid and accuracy of conductivity measurements by titration. • Follow with fresh water rinse prior to the sanitation step
KEG WASHING - SANITATION • Sanitation • Typically uses one of the following • Saturated (wet) Steam • Hot water • Chemical sanitizers such as PAA or ClO 2 , often at strengths considered appropriate for “no rinse” application • CCP – Assure proper times, temperatures, pressures and concentration of sanitizing agents.
KEG FILLING • CCP – It is critical that the system never achieves a negative pressure during or after the sanitation step, allowing air or contaminants to be pulled into the keg. • Proper sanitation of and air exclusion from kegs and supply lines • Are keg wells clean and sanitary prior to connection • Appropriate counterpressure to assure low foaming and maintain proper carbonation while filling. • Slow/Fast/Slow filling on high speed filling lines. • Manual filling
KEG FILLING • CCP - How much beer are you putting in your kegs? • Kegs are designed to have headspace, sometimes as much as 1-2% • Controlling fill level is important for the preservation of equipment, quality of beer and your bottom line! • Watch for evidence of leakage after filling, either beer or bubbles are signs of damage or foreign matter in the valve. • Rinse, sanitize and cap your keg valve • Properly mark/code kegs for identification and traceability • If equipped to do, scan kegs to track where they ship to.
QUALITY ASSURANCE • Instrument Calibration. • Check calibration on temperature, pressure, conductivity, volume, weight and wet/dry instrumentation as part of a regular maintenance program. • Use test kegs to assure that line is operating properly. • These can be of varying levels of sophistication and cost • Use whatever is available on a regular basis and log the results • Ensure that kegs are completely emptied and rinsed (as appropriate) between each stage of washing and especially prior to the fill step. • The point of transition from chemical to beer should be considered as absolutely the highest priority to ensure product quality and consumer safety.
QUALITY ASSURANCE • Maintenance of wash probes and centering cones • Wash probes, including manual wash couplers, should be examined daily for good operating condition. Special attention should be taken to ensuring that probes have not acquired any burrs or sharp edges that can damage CO 2 valves. • Centering cones on automated keg washers should be checked on a quarterly basis to ensure that they do not exceed tolerances for the inside diameter of the pocket that centers the neck of the keg over the wash probe. Maximum suggested pocket diameter is 64.2 mm • Neck sealing gaskets in centering cones should be in good condition as excessive wear may result in “over-stroking” of the CO 2 valve, premature wear of the valve springs and leaks which can result in unsafe working conditions. • Note – for all manual wash or fill applications, it is necessary to use a specialized wash/fill coupler , designed for higher flow rates and not equipped with a pressure relief valve.
Wash/fill Probe 8 mm stroke for beer valve 5-6 mm stroke for CO 2 valve Centering Cone Diameter new 63.8 mm ±0.1 Replace when > 64.2 mm
Recommend
More recommend
Unleash a World of Digital Possibilities—Browse, Share, and Explore Content Without Boundaries