Control Charts for Variables Terminology Variables refers to - PowerPoint PPT Presentation
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Control Charts for Variables Terminology Variables refers to quantitative variables, like physical dimensions, as opposed to
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Control Charts for Variables Terminology “Variables” refers to quantitative variables, like physical dimensions, as opposed to “attributes”, which refers to qualitative variables, like acceptable/unacceptable. Control charts for variables and for attributes are constructed differently, but with the same general goal of monitoring performance. Both process mean and process variability need to be monitored. 1 / 12 Control Charts for Variables Introduction
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Control Charts for ¯ x and R Statistical basis of the charts Suppose that a process is in control, and the monitored variable X ∼ N ( µ, σ 2 ) with independent measurements. Suppose that charts are based on samples of size n (typically n = 3 , 4 , or 5). Then a sample mean ¯ X ∼ N ( µ, σ 2 / n ), and “three-sigma” control limits µ ± 3 σ/ √ n would result in the probability of a point falling outside the limits being 0.0027 . 2 / 12 Control Charts for Variables Control Charts for ¯ x and R
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Unknown µ and σ When the parameters are unknown, it is customary to take m preliminary samples, also of size n , where m is at least 20 to 25. Conventionally, the center line is set to the “best estimator” of µ , the grand mean x = ¯ x 1 + ¯ x 2 + · · · + ¯ x m ¯ ¯ . m Also conventionally, the control limits are based on the sample ranges r 1 , r 2 , . . . , r m , using the average range r = r 1 + r 2 + · · · + r m ¯ . m 3 / 12 Control Charts for Variables Control Charts for ¯ x and R
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Monitoring the process mean Note that R , the range of a random sample of size n , does not directly estimate σ , but needs to be scaled: E ( R ) = d 2 σ, where d 2 is tabulated in Appendix VI. The scaling factor is combined with the multiplier 3 and the divisor √ n in tabulated constants A 2 = 3 / ( d 2 √ n ), and the control limits are: UCL = ¯ x + A 2 ¯ ¯ r Center line = ¯ ¯ x LCL = ¯ ¯ x − A 2 ¯ r . 4 / 12 Control Charts for Variables Control Charts for ¯ x and R
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Monitoring process variability Process variability is monitored by a control chart of the ranges, with three-sigma control limits: UCL = D 4 ¯ r Center line = ¯ r LCL = D 3 ¯ r . The calculation of A 2 , D 3 , D 4 , and similar constants is described by Montgomery, and also at the National Institute of Standards and Technology. 5 / 12 Control Charts for Variables Control Charts for ¯ x and R
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Note The control limits for the R chart are symmetric around the center line: D 4 = 1 + 3 d 3 , d 2 D 3 = 1 − 3 d 3 d 2 except for n ≤ 6 where D 3 would be negative, and instead D 3 = 0. That is, � � 1 − d 3 D 3 = max , 0 . d 2 These limits are not based on the sampling distribution of R . 6 / 12 Control Charts for Variables Control Charts for ¯ x and R
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Development of ¯ x and R charts Example 6.1: flow width in photolithography. Specification limits are (1 . 5 ± 0 . 5) microns. In R: flow <- read.csv("Data/Table-06-01.csv", row.names = 1) flowDev <- flow[1:25,] Development of the charts First set up the R chart: library(qcc) summary(qcc(flowDev, "R")) 7 / 12 Control Charts for Variables Control Charts for ¯ x and R
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Variability appears to be in control, so continue with the ¯ x chart: summary(qcc(flowDev, "xbar")) The ¯ x chart also shows process is in control, so control limits are acceptable. 8 / 12 Control Charts for Variables Control Charts for ¯ x and R
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Process capability On the ¯ x chart, the “Center” is shown as 1.50561 microns; this is the grand mean ¯ ¯ x . Also the “StdDev” is shown as 0.1398143 microns; this is the estimated standard deviation of individual measurements ( not the estimated standard error of sample means). If X is normally distributed with this mean and standard deviation, P ( X is outside specs) = P ( X < LSL) + P ( X > USL) . 9 / 12 Control Charts for Variables Control Charts for ¯ x and R
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Now � 1 . 00 − 1 . 50561 � P ( X < LSL) = Φ 0 . 1398143 = 0 . 0001494239 = 0 . 0149% , � 2 . 00 − 1 . 50561 � P ( X > USL) = 1 − Φ 0 . 1398143 = 0 . 0002030809 = 0 . 0203% . So 0.0352% of parts would be outside specifications, or 352 per million. 10 / 12 Control Charts for Variables Control Charts for ¯ x and R
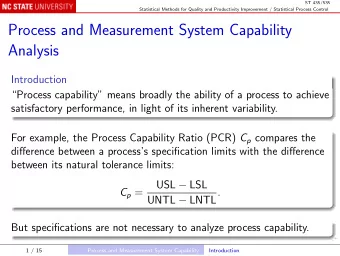
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control Process Capability Ratio The natural tolerance limits of the process (LNTL and UNTL) are conventionally defined as µ ± 3 σ . For normally distributed measurements, they cover 99.73% of measurements. The process capability ratio (PCR) compares the specification limits with the natural tolerance limits: USL − LSL C p = UNTL − LNTL = USL − LSL . 6 σ In the example, C p = 1 . 19. 11 / 12 Control Charts for Variables Control Charts for ¯ x and R
ST 435/535 Statistical Methods for Quality and Productivity Improvement / Statistical Process Control In R: The function process.capability() takes a qcc() object of type “xbar” and carries out all these calculations: process.capability(qcc(flowDev, "xbar"), spec.limits = c(1, 2)) The graph displays C p , and “Exp < LSL” and “Exp > USL”, the expected percentages below and above the specification limits, and the corresponding observed percentages. The console output adds the 95% confidence interval for C p . The alternatives C pl , C pu , C pk , and C pm are used for off-center processes. 12 / 12 Control Charts for Variables Control Charts for ¯ x and R
Recommend









More recommend
Explore More Topics
Stay informed with curated content and fresh updates.