
5-Axis Machining Some Best Practices Longxiang Yang FANUC America - PowerPoint PPT Presentation
5-Axis Machining Some Best Practices Longxiang Yang FANUC America IMTS 2018 Conference September 11, 2018 Full Utilization of 5-axis Machines 5-axis machines were developed and used in production more than 50 years Because of
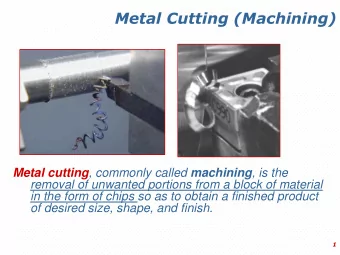
5-Axis Machining – Some Best Practices Longxiang Yang FANUC America IMTS 2018 Conference September 11, 2018
Full Utilization of 5-axis Machines • 5-axis machines were developed and used in production more than 50 years • Because of limitation of computing hardware, the compensation functions were not available in early use. FANUC developed tool length compensation for Ingersoll 5-axis machines in late 80s. • Many advanced 5-axis functions have been developed in the last 20 years. These functions greatly enhanced the application of 5-axis machines.
Full Utilization of 5-axis Machines • However, in many machine shops, these functions are not used due to unawareness or lack of understanding. • A story about a job shop in Seattle area – 5-axis machines with table-table configuration from OKK, Matsuura and GROB – Customer used some 5-axis functions like TCP and WSEC but has stopped using them since the NC programmer left
5-axis Machining Process Positional (3+2) 5-axis Machining Applications Rotary axes do not move in a cutting block. Only X, Y and Z-axis are commanded in a cutting block. 1. Cutting multi-sided parts • Rotate tool/table to be perpendicular to part surface • Establish new program coordinate using Tilted Working Plane Command • Machining is done in 2.5D or 3D milling 2. Roughing 3D surface parts • Mainly used in 3D surface roughing • Rotate tool to a vector position that provides optimum cutting results
5-axis Machining Process Simultaneous 5-axis Machining Applications Rotary axes move in a cutting block. All five axes X, Y, Z, A and C are commanded in a cutting block 1. Part Cutting • Thin wall structure, such as turbine blades, rib and spar of airplanes • Both tool side and tool tip are used in cutting 2. Mold Cutting • 3-D sculptured surface, such as die and mold • Only tool tip is used in cutting Use of 3+2 Machining vs Simultaneous Machining • A small sampling of machine shops in Seattle area shows that about 40%-50% of 5-axis machines are used in 3+2 machining • Mainly on table-table machines for smaller parts
Advantages of 5-axis Machining Easy Setup for Machining 3-axis machine 5-axis machine • Reduce setup time and setup error • Reduce fixture cost • Reduce machining time by about 20-30% Use of Short Tool 3-axis machine 5-axis machine • Increase machining speed • Better surface • Increase tool life
Advantages of 5-axis Machining Machining Cavity 3-axis machine 5-axis machine • Increase part surface accuracy Optimization of Tool Cutting Point • Increase surface accuracy 3-axis machine 5-axis machine • Increase tool life
Advantages of 5-axis Machining Efficient Machining with Tool Side Factors that Limited Application of 5- • Increase surface accuracy axis Machines in the Past • Reduce machining time significantly • Higher cost of machines • More complex operations • Difficult to program • Lack of good CNC 5-axis functions • Not easy to understand and use 5-axis functions 3-axis machine 5-axis machine
CNC Functions for 5-axis Machining CAD/CAM Setup Simulation CNC/Servo Actual Cutting Part Inspection Z Y X Servo Guide 3D Viewer Good CNC Functions for 5-axis machining • Compensation for tool length and radius • Fine surface finish • Choice of programming coordinate for • Easy setup and calibration simultaneous 5-axis machining • Real time interference check • Compensation for workpiece • Volumetric machine error compensation for • Easy and flexible programming for 3+2 linear and rotary axes machining • Optimization of post processor
CNC Functions for 5-axis Machining Tool Center Point Control (TCP) – Tool Length Compensation Features need to be considered: • Control tool center point (TCP): control point is tool center point not pivot point • Control tool vector: tool posture control • Use of different types of tool: cutting point command • Choice for programming: physical rotary angles such as B/C or A/B and tool vector in I/J/K TCP with physical rotary axes G43.4 H1 Xx Yy Zz Aa Bb TCP with tool vector I/J/K G43.5 H1 Xx Yy Zz Ii Jj Kk Control point is pivot point Control point is TCP TCP generates more accurate surface
CNC Functions for 5-axis Machining Tool Center Point Control (TCP) – Tool Length Compensation Without Tool posture control: Two rotation axes are linearly interpolated and tool posture may not be on a plane With Tool posture control: Two rotation axes are controlled so that tool posture is on a plane Posture Control OFF Posture Control ON
CNC Functions for 5-axis Machining Tool Center Point Control (TCP) – Tool Length Compensation Cutting point command Cutting point command Same program can be used with different G43.8 H1 types of tools Xx Yy Zz Aa Bb L2 Ii Jj Kk
CNC Functions for 5-axis Machining 3D Cutter Compensation (3DCC) – Tool Cutter Compensation Features need to be considered: • Tool side offset G41.2 (G42.2) D1 ; • Leading edge offset G41.3 D1 ; Offset plane Tool axis Tool axis Offset plane Offset vector Programmed path Offset vector Offset path Programmed path Offset path Tool side offset Leading edge offset TCP and 3DCC are the most important compensation functions for 5-axis machines
CNC Functions for 5-axis Machining Choice of Programming Coordinate Two program coordinate systems: • Workpiece-based coordinate (WBC) – fixed on machine coordinate, not rotate • Table-based coordinate (TBC) – fixed on table, rotate with table rotary axes Background • Part is designed in modal space in CAD/CAM without machine type information • Postprocessor outputs programs for tool type, or table type, or mixed type, and program coordinate needs to be selected • Without TCP, program is always posted in workpiece coordinate (rotation centerline) for table type Advantages of Table Coordinate • Easier to understand program • Both physical angles and tool vector in TCP can be applied Recommendation: • Use table-based coordinate for table and mixed type
CNC Functions for 5-axis Machining Choice of Programming Coordinate How does it work • Program X, Y and C so tool Move to Point 2: moves along the edges of Move to Point 1: In table coordinate: X10 Y0 C90 rectangle In table coordinate: X0 Y0 C0 ABS X=10, Y=0, MACH X=0, Y=30 • X/Y/Z – workpiece ABS X=0, Y=0, MACH X=10, Y=50 In workpiece coordinate: X-10 Y-20 C90 coordinate In workpiece coordinate: X0 Y0 C0 • X’/Y’/Z’ - table coordinate ABS X=-10, Y=-20, MACH X=0, Y=30 ABS X=0, Y=0, MACH X=10, Y=50 • G54 = (10, 50, 0)
CNC Functions for 5-axis Machining Workpiece Setting Error Compensation – Dynamic Compensation for Workpiece • Apply on top of conventional workpiece coordinate such as G54-G59 and dynamically compensate any misalignment in TCP and 3DCC • Significantly reduce setup time for 5-axis machining • Workpiece setting errors: translational Δ x, Δ y, Δ z and rotational (in R-P-Y) Δ a, Δ b, Δ c • G code format G54; G54.4 P1; G43.4 H1;
CNC Functions for 5-axis Machining Workpiece Setting Error Compensation – Dynamic Compensation for Workpiece C • How does it work Z Z’ Y’ Y X X’ G54 at table G54.4 P1 rotation center C=90 C=90 C=0 Y’ 4 3 Y Y Y 10 X X X G54 1 2 X’ Y’ G54 G54 10 1 4 1 4 Work coordinate X’ table coordinate Y’ G54.4 P1 G54.4 P1 2 3 2 3 X’ Workpiece coordinate Table coordinate
CNC Functions for 5-axis Machining Tilted Working Plane Command – Flexible and Easy Programming for 3+2 Machining • A method to establish new program coordinate system so that – 2.5D or 3D milling can be done in a slanted surface – Canned cycles or custom cycles can be used – Same feature on different planes can be machined using the same program • Similar to 3D Coordinate Conversion, but more comprehensive. • In the past, it was limited to 3-axis compensation, i.e., only G43 and G41/G42 can be used. • Now, it allows 5-axis compensation, such as TCP and 3DCC with Workpiece Setting Error Compensation
CNC Functions for 5-axis Machining Tilted Working Plane Command – Flexible and Easy Programming for 3+2 Machining Easy Programming on CNC Euler’s Angle Transformation Flexible Command Formats z • Euler’s Angle y’ • Roll-Pitch-Yaw Angles y • Three Points α • Two Vectors x x’ z y’’ • Projection Angles β z’’ β • Tool Axis Direction y’ Program Format (Euler’s angle) G68.2 Xx Yy Zz Ii Jj Kk X’ G53.1 (automatically position Yc y’’ rotary axes to make tool Zc γ perpendicular to the Xc slanted plane) γ x’
CNC Functions for 5-axis Machining Fine Surface Finish Smooth Tolerance + Control: High Speed Smooth TCP: • Smoothing rotary axes • Smoothing tool center point • Smoothing tool center point (different algorithm) • Great for cutting with both tool side • Great for cutting 3D free surface and tip such as airplane parts
CNC Functions for 5-axis Machining Fine Surface Finish High Speed Smooth TCP cutting example: • Facets with High Speed Smooth TCP is OFF • Facets is gone with High Speed Smooth TCP is ON • Many customers like Boeing Portland and PMW in Seattle are using this functions HS Smooth TCP OFF HS Smooth TCP ON Smooth surface Faceted surface
Recommend





More recommend
Explore More Topics
Stay informed with curated content and fresh updates.