Cleaner Machining Through a Toolholder with Internal Cooling Cleaner - PowerPoint PPT Presentation
SO PAULO STATE UNIVERSITY SO PAULO STATE UNIVERSITY UNESP CAMPUS BAURU UNESP CAMPUS BAURU Cleaner Machining Through a Toolholder with Internal Cooling Cleaner Machining Through a Toolholder with Internal Cooling Authors: Luiz E.
SÃO PAULO STATE UNIVERSITY SÃO PAULO STATE UNIVERSITY – UNESP – CAMPUS BAURU UNESP CAMPUS BAURU Cleaner Machining Through a Toolholder with Internal Cooling Cleaner Machining Through a Toolholder with Internal Cooling Authors: Luiz E. A. Sanchez* Vicente L. Scalon, , Guilherme G. C. Abreu * presenter
Contents: Contents: - Introduction Introduction - Goals G l - Proposed system - Materials - Results - Conclusions
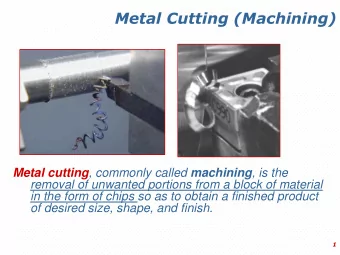
INTRODUCTION INTRODUCTION The machining process generates heat that is distributed into the tool , chip, workpiece and environment. The heat transferred to the tool causes damages mainly in two ways: reducing the mechanical resistance and the wear resistance mainly in two ways: reducing the mechanical resistance and the wear resistance of the tool. With wear growth some unlikely problems appear like inaccuracy of final piece dimensions and poor quality of the machined surface final piece dimensions and poor quality of the machined surface. To diminish the heat generated in the process is used cutting fluids for cooling and lubrication of the cutting zone between tool and chip. The use of cutting fluids has some disadvantages, such as: added costs involving storage needs, pumping, filtering, recycling systems; water and soil contamination ; potential operator health problems caused by gases fumes and bacteria formed in potential operator health problems caused by gases, fumes and bacteria formed in cutting fluids. Besides, cutting fluids are a potential factor for skin cancer after long exposure to them. exposure to them.
In the USA the volume of cutting fluids discarded into the environment exceeds 155 million liters/year The coolants with additives for extreme pressure must be treated million liters/year. The coolants with additives for extreme pressure must be treated before discharge in the environment and their treatment cost can reach US$ 5 per gallon (Hong and Blommer, 2000). g ( g , ) The cutting fluid volume used in Germany in 1994 was about 1.15 million liters and it g y is responsible for 7 to 17% of the final cost of a part, while the cutting tool is responsible for 2 to 4% of this cost, i. e., cutting fluids can be more expensive than the tools. Therefore, the use of dry machining is a good alternative. However, machining without cutting fluids will only be acceptable if it can compete with the results achieved with cutting fluids (Klocke and Einsenbläter, 1997).
GOALS GOALS In the pursuit for an environmentally correct and efficient cooling method, without health risk, this paper aims to develop a system based on a toolholder for turning processes with internal cooling using a coolant fluid with liquid-gas phase change, flowing in a loop circuit. The effects of this cooling system on cutting tool life are analyzed and compared with the results obtained using conventional cooling system b fl by flood, and dry machining. d d d hi i
PROPOSED SYSTEM PROPOSED SYSTEM This project was developed based on the following considerations: - Need to eliminate the amount of cutting fluids in machining operations, because of environmental and health issues, besides cost reduction. - Need to control the temperature in the cutting zone, even without cutting fluids. - Need to maintain tool wear within acceptable limits. N d t i t i t l ithi t bl li it - Need to use methods with low energy consumption and low costs.
fluid outlet clamp cutting tool cooper board p chamber fluid inlet fluid inlet (b) Toolholder Valve (a) (a) Condenser Pump Pump Reservoir Scheme of the cooling system (a) and toolholder (b).
MATERIALS MATERIALS - Coated cemented carbide insert without chip-breaker. - Toolholder with internal cooling made for this purpose. - R123 cooling fluid, a hydrochlorofluorocarbon (HCFC), used inside the toolholder for extracting heat of cutting tool extracting heat of cutting tool. - Pump for cooling fluid circulation. - Semi-synthetic 4% soluble emulsion used as the conventional cutting fluid Semi synthetic 4% soluble emulsion used as the conventional cutting fluid. - Lathe machine. - Surface roughness tester. - Digital camera coupled to a microscope for cutting tool wear measurements. - Type K thermocouples for measuring machining temperatures. - Data acquisition system, composed of an A/D board and LabView 10.0 software. - The workpiece material is made of SAE J775 XEV-F steel. This material treats of a Cr-Ni-Nb-Mn-N austenitic steel and its machining is difficult because of low thermal C Ni Nb M N t iti t l d it hi i i diffi lt b f l th l conductivity (38.2 W/m.K) that concentrates heat at the tool tip, besides this material precipitates chromium carbides pretty deleterious to the cutting tool wear precipitates chromium carbides pretty deleterious to the cutting tool wear.
Flow direction Fluid inlet Fluid outlet (a) Condenser Reservoir with pump (b) View of experiment set up with toolholder (a), lathe and remaining of cooling system (b).
RESULTS RESULTS 0.45 0.40 0.35 0.30 mm) Nose wear (m 0.25 0.20 N 0.15 0 15 Internal cooling Internal cooling 0.10 Dry 0.05 Conventional 0.00 1 2 3 4 5 6 7 8 9 Number of passes Number of passes Nose wear for the three machining conditions
9.5 9.0 8.5 Ra (µm) 8.0 oughness, R 7.5 7.0 Surface ro Internal cooling 6.5 Dry 6.0 5.5 Conventional 5.0 1 2 3 3 4 5 5 6 6 7 7 8 8 9 9 Number of passes Specimen surface roughness at the end of each pass in different conditions
120 100 C) 80 mperature (°C 60 Tem 40 20 0 Conventional Internal cooling Dry Machining conditions C tti Cutting tool temperature in the different machining conditions t l t t i th diff t hi i diti
conventional internal cooling dry 0.5 mm 0.5 mm 0.5 mm 0.5 mm 0.5 mm 0.5 mm Aspect of wear in the flank and rake face at the end of the ninth pass A t f i th fl k d k f t th d f th i th vacuum cleaner
Fourth pass Nineth pass conventional internal cooling dry wear at the tip of the tool at the end of the fourth and ninth passes in different machining conditions
∆ s ∆ s ∆ x (a) Chip deformation ratio ( � ) � = ∆ s/ ∆ x (b) (c) chips generated in machining with cutting fluid (a), coolant fluid with phase change in the toolholder (b) and dry machining (c).
2.0 1.9 1 8 1.8 tion ratio (� 1.7 1.6 hip deformat 1.5 1.4 1.3 1 3 Ch 1.2 1.1 1.0 Conventional Internal cooling Dry Machining conditions Chip deformation ratio ( � ) in the three machining conditions. p ( ) g
CONCLUSIONS CONCLUSIONS -The proposal of the toolholder system with internal refrigeration using a fluid with The proposal of the toolholder system with internal refrigeration using a fluid with phase change is promising since the results obtained demonstrate that the heat was removed from the cutting tool. g - In relation to dry machining, the proposed system offers clear economic gains mainly in the increase of tool life. When considering the machining with cutting fluid, the system is competitive once the costs involved with cutting fluids ends up being a significant part of the piece's total cost. i ifi t t f th i ' t t l t -The proposed refrigeration system is simple, cheap and does not harm the The proposed refrigeration system is simple cheap and does not harm the environment since it is a closed system that does not consume coolant fluid. - Due to longer maintenance of tool tip geometry, the machining with the proposed system produces surface roughness values noticeably lower than with dry machining and even lower than with machining with cutting fluid.
Recommend










More recommend
Explore More Topics
Stay informed with curated content and fresh updates.