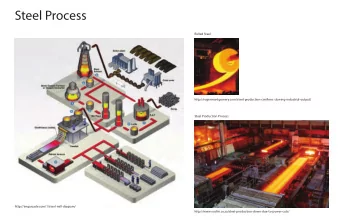
Why Steel Needs Protection
Wind Mill Offshore Structure
Industrial/Mar ine Vehicle Pigments Additives Solven Inhibito Coloran Strengt Thickness Resin t rs ts hener UV absorbers Surfactants Alkyd Benzene Zn Dust C black Glassflake Wetting Agents Epoxy Toluene Zn Chromate TiO 2 Fibers Drying Agent Urethane Xylene Zn Phosphate Mica ZnO Polyesters Thinners Polyaniline Vinyls High Performance Coatings Waterborne Acrylic Solventless Coatings Siloxanes PVDF Sol-gel Route Underwater coatings Dispersion Fire Retardant Coatings Method
Barrier Coatings
So how the durability can be enhanced?
Role of Pigment Pigment Inhibitive Barrier Coating Organic Rich Primer Coatings Inorganic rich coating
Inorganic Zn-rich Primer Organic Zn-rich primers
Selection Criteria for Zinc Based Coatings Organic Zinc Rich Inorganic Zinc Rich Coatings Coating • • Can be applied on a If the complete surface cleaning is not possible. Sa21/2 or better cleaned • surface. It can be applied on partial cleaned surface ( st2/st3) • Cures only if there is • It can not be applied if high humidity. humidity is more than 60. • Suitable even at high Requires dry environment. temperatures up to 450 o C • Only for room temp. • Can be used as application. independent coating with • Needs to coat immed. long life.
Durability of Coatings Top Coat Intermediate layer Primer Steel Substrate
Concentration of Various Zn Coatings Zn Coating % Zn on Corrosion Effect Durability Dry Film Inhibited Zn 5-15 Very little 2-3 years Coating ( No Cathodic Protection) Organic Zinc 70-78 Reasonable Cathodic 4-6 years Rich Coating Protection Inorganic Zinc 82-85% Good Cathodic Protection 6-8 years Silicate Cold galvanized 95-96% Excellent Durability 10-12 years coatings ZRC /Zinga Metallized Zinc 100% Very Very Long Life 25-50 years Coating ( 3 times coating Thickness Hot Dip 100% Long life 35-60 years galvanization (Thickness 20-50 µm
CAUSES AND MECHANISM OF PAINT FILM FAILURES
HOW COATINGS WORK ?
Reasons of Coating Failure?
REASONS FOR COATING FAILURE
Pigment Volume Concentration (PVC
FAULTY DESIGN Properties of coating varies with PVC (Pigment Volume concentration) PVC = (VOL OF PIGMENT) * 100 (VOL OF PIGMENT + VOL OF BINDER) 30 25 20 RUSTING 15 BLISTERING 10 5 PERMEABILITY 0 20 25 30 35 40 45 50 55 60 PVC %
PERMEABILITY Influenced by – PAINT FORMULATION • Permeability increases above CPVC & vice versa – DRY FILM THICKNESS • Permeability reduces as film thickness increases – CROSS LINK DENSITY • Thermoset coatings have high cross-linking & lower permeability CROSSLINKED NETWORK POLYMER
FAULTY DESIGN IMPROPER COATING SELECTION FAILURE OF WRONGLY SPECIFIED TOP COAT APPLIED OVER INTACT SHOP PRIMER
FAULTY DESIGN USAGE OF INCOMPATIBLE COATING SYSTEMS COATING SYSTEM FAILURE DUE TO INCOMPATIBILTY BETWEEN TOP AND BOTTOM COATS. BLEEDING: • TOP COAT SLIGHLTY DISSOLVES UNDERCOAT. • STAINING OF TOPCOAT BY COLOUR DIFFUSION FROM UNDERCOAT. BLEEDING • INCOMPATIBILITY OF COATING SYSTEMS.
POOR SURFACE PREPARATION • 75% failures attributed to faulty surface preparation. • Service life of coating system is enhanced by 50-100% between manual vis-à-vis blast cleaned steel. • Coating fails miserably if there is underneath mill scale, rust, soluble salts, oils & greases. • Surface contaminants – Impairs wetting – Affects adhesion – Promotes blisters / rusting – Causes delamination
POOR SURFACE PREPARATION--- Continued….. The presence of various contaminants at Purpose of surface preparation the metal/coating interface has a detrimental effect on the durability, The purposes of surface preparation are as performance and integrity of coating follow system. The influences of • Removal of contaminants contaminants lie in their abilities to: • Increase in surface area • Draw water through the organic coating to establish a conductive film The actual exposed surface per unit area is of moisture greatly increased by proper surface • preparation. As a result, many additional Provide ions to carry the corrosion reactive sites on the metal surface are currents. exposed, allowing for additional chemical or • Provide ions of specific effect on polar adhesion of the primer to substrate. under film corrosion. The effective surface area can be doubled or • tripled by roughening the surface. Insulate the reactive metal site on substrate from reactive site of coating.
Degradation mechanism of coating due to soluble salts Osmotic blistering Under film corrosion Oxygen diffusing through the organic film and dissolving in the water layer formed at the interface is the controlling factor which determines underfilm corrosion. The structure and thickness of the coating are the main parameters in the corrosion of the steel substrate. The kinetics of steel corrosion is governed by the osmotic pressure, ionic conductivity and oxygen solubility of the aqueous electrolyte solution and by the solubility in water of the corrosion products.
POOR SURFACE PREPARATION- ADHESION FAILURES SUBSTRATE SURFACE CONTAMINATION RUST SCALES INTERCOAT CONTAMINATION CONDENSATION
ADHESION FAILURES - BLISTERING ENTRAPPED SOLVENTS BLISTERING HYDROGEN EVOLUTION ( CATHODIC PROTECTION ) OSMOTIC BLISTERING BALLAST TANK
STRESS INDUCED FAILURE • STRESS IS FORCE APPLIED THAT TENDS TO STRAIN OR DEFORM THE OBJECT. • COATINGS FACE MULTIPLE TYPES OF STRESSES IN AN EXPOSED ENVIRONMENT. • COATINGS FAIL DUE TO ITS INABILITY TO RELIEVE STRESS CRACKING & FLAKING • STRESS IS TRANSMITTED THROUGH OUT A MUTICOAT SYSTEM & FINALLY RELEIVED AT ITS WEAKEST LINK DELAMINATION – EXAMPLE – DELAMINATION - a means for stress dissipation
MECHANICAL STRESS • VARIOUS EXTERNAL STRESSES ENCOUNTERED – Expansion / contraction due to temperature fluctuations. – Expansion / contraction due to fluctuation in humidity (e.g. in case of wood). – Vibration and movement due to operation of machines. – Flexing due to people walking. – Post forming operation. – Volume expansion due to absorption of water & chemicals. – Impact of falling object. CRACKS SPREADING FROM IMPACT AREA
INTERNAL STRESS • Stress exerted due to – Cross linking , Solvent evaporation ,Reduction in polymer mobility during cross linking – Shrinkage to relieve internal stress . ALLIGATORING - Very large cracking resembling the skin of an alligator - Internal stresses due to • Shrinkage of surface faster than body of coating. • Excess Film thickness • Limited paint flexibility • Hard topcoat over soft undercoat.
WEATHERING STRESS • STRESS DUE TO – Heat/Cold , Thermal cycling STRESS CRACKING & PREMATURE COATING FAILURE DUE TO THERMAL CYCLING.
APPLICATION RELATED • Wrong mixing ratio - ‘mismixed’ • Lack of adequate induction time • Too short / too long over coating interval • Too thick / too thin application DFT • Inappropriate surface temperature • Too much distance between spray gun & substrate • Inappropriate control on application environment • Over baking / under baking (stoved coatings)
APPLICATION RELATED - MIXING RATIO • Excess hardener – Hardener exudes to surface, reacts with humidity, condensed water leading to amine blush on surface. • Less hardener – Too soft undercoat ; if over coated undercoat swells due to solvent penetration - Sagging also occurs
APPLICATION RELATED SURFACE TEMPERATURE • Too high surface temperature – Too fast solvent evaporation leading to poor flow out, orange peel & pinholes. • Too low surface temperature – If below dew point , condensation occurs on substrate, may lead to peel off problem during over coating. – Slow curing of 2K coatings – Poor coalescence of latex coating leading to powdery deposition
APPLICATION RELATED FILM THICKNESS • Too high DFT – Solvent popping, run down, slower curing – Susceptible to cohesive failure • Too low DFT – Inadequate barrier protection – High permeability
APPLICATION RELATED RELATIVE HUMIDITY • High relative humidity – Possibility of amine blush, low gloss – Retarded drying - under curing – Chances of flash rusting – Condensation on substrate • Low humidity – Under curing of IOZ - cohesive splitting after over- coating
APPLICATION RELATED FAILURES • Too high gun distance (> 20 inches) leads to – Faster solvent evaporation – High wet film viscosity – Inadequate wetting – Poor flow out – Pinholes ORANGE PEEL - Resembles the skin of an orange - Occurs due to * Improper spraying technique * Improper low pressure * Improper thinning solvent
APPLICATION RELATED FAILURES SAGGING : • MASS SLIPPAGE OF FILM • EXCESS FILM BUILD • IMPROPER MIXING • IMPROPER THINNER BRUSH MARKS : • IMPROPER VISCOSITY • IMPROPER THINNER • INADEQUATE MIXING • NON-ADHERENCE TO POTLIFE
CONCLUSION
Recommend
More recommend
Unleash a World of Digital Possibilities—Browse, Share, and Explore Content Without Boundaries