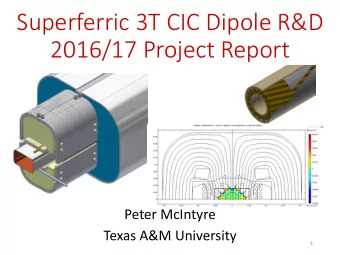
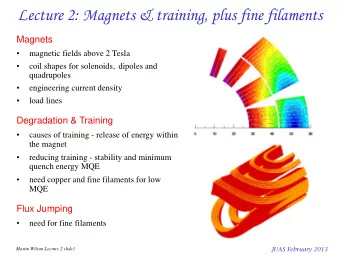
Superferric Magnets for JLEIC Peter McIntyre, Dior Sattarov, Jeffrey - PowerPoint PPT Presentation
Superferric Magnets for JLEIC Peter McIntyre, Dior Sattarov, Jeffrey Breitschopf, Daniel Chavez, James Gerity, Joshua Kellams, Katie OQuinn, Tim Elliott, Ray Garrison Peter McIntyre Texas A&M University October 8, 2015 Superferric
Superferric Magnets for JLEIC Peter McIntyre, Dior Sattarov, Jeffrey Breitschopf, Daniel Chavez, James Gerity, Joshua Kellams, Katie O’Quinn, Tim Elliott, Ray Garrison Peter McIntyre Texas A&M University October 8, 2015
Superferric Magnets for the Ion Ring and Booster IPs Arc, 261.7 ° ions Ion Ring– 128 arc half-cells Booster – 32 arc half-cells Superferric magnets have been designed for the requirements of arc half-cells: Ø Ion Ring: 8-100 GeV protons: 0.25 -- 3 T dipoles, 52 T/m quads Ø Booster: 0.2-8 GeV protons: 0.24 – 3 T dipoles, 6 T/m quads
Half-cell cryostat geometry for Ion Ring arcs betatron amplitude (15 s ) @ injection: Dipole aperture requirement: ±3 cm dispersion of ±0.5% momentum spread: ±1 cm sagitta (with 4 m dipole length): ±1.8 cm ±5 cm Quad aperture radius requirement: 4 cm Each half-cell contains two 4 m dipoles, one 0.8 m quadrupole, 1 sextupole to correct body sextupole in dipoles (Neuffer): 11.4 m overall half-cell length S S F F F = leads F = fixed anchor to support post = sliding anchor to support post S = sliding shroud section of vacuum vessel
Superferric Magnets – Cost Minimum up to ~4 T 4.5 T for 100 TeV hadron collider 3 T SSC dipole 2 T pipe dipole for VLHC 3 T proton gantry for particle beam therapy 2 T FAIR dipoles 1 T strong-focusing cyclotron
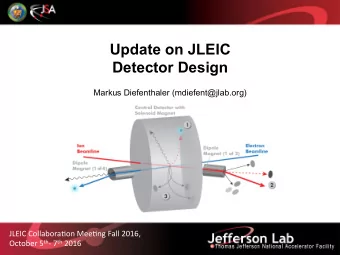
MEIC Arc dipole The biggest challenge is to create a 10 cm x 6 cm aperture with the field quality needed for high-luminosity collisions with long luminosity lifetime – dynamic aperture
Design stages of CIC-based >3T JLEIC dipole Initial 3 T design Initial 3.5 T @15kA design, conventional winding 3.5 T design, barrel winding 3.0 T design, barrel winding, b 2 <2 units
all allowed multipoles <1 unit all allowed multipoles <1.5 unit Green is good! 13.7 kA @ 3.0 T, b n < 1 unit all fields
I cable 13.7 kA E stored 64 kJ/m Inductance 0.68 mH/m B coil 3.5 T T quench 5.94 K I SSL 19.7 kA B coil 4.6 T Expect ~1% SSL reduction due to solid conductor approximation. B bore 3.85 T Magnet will operate at 79% of SSL N turns /bore 2x12 Lorenz body forces on each turn of the MEIC dipole @ 3 T (top set from 1.2 m 3d model, bottom set from 2d model): N strands 15 (Fx kN/m, Fy kN/m) (Fx kN/m, Fy kN/m) (Fx kN/m, Fy (Fx kN/m, Fy d strands 1.20 mm kN/m) kN/m) Cu/Non Cu 1.5 (31.95,-3.06) (30.24,-7.37) (18.44,-7.65) (4.19,-7.84) (38.25,-3.47) (36.13,-8.63) (20.77,-8.23) (4.97,-7.92) Area 8.23 cm 2 (30.82,-3.26) (18.29,-4.13) (3.34,-4.40) (36.54,-3.74) (20.80,-4.25) (4.21,-4.38) (31.61,0.98) (19.28,-0.86) (3.54,-2.09) (37.05,1.28) (21.94,-0.71) (4.42,-1.91) (21.78,0.42) (4.33,-0.50) (24.56,0.47) (5.03,-0.44)
Cable-in-Conduit: Dubna to GSI to MEIC The SIS-100 ring uses superferric dipoles operating at 1.8 T. Its conductor is a semi-rigid cable-in-conduit, in which the helium cryogen flows internally so that the magnet is not immersed in liquid helium. Cable-in-conduit makes a much simpler end geometry for a large-bore dipole. The windings can be supported in a reinforced polymer structure, with tight precision.
We follow the Dubna/GSI CIC strategy with a few improvements for higher-field operation 15 NbTi/Cu wires are cabled onto a perforated spring tube. The cable is inserted in a sheath tube, and the sheath is drawn onto the cable to just compress the wires against the spring tube.
1.2m long straight section Symmetric 3D model of MEIC dipole at 2.92T central field Max field in the conductor 3.33T (3.42T if scaled to 3T central field ) located at (0.0242,0.042,0) Location and magnitude (3.49T) of max field point is consistent with 2d simulations done in COMSOL
3-D FEA to simulate deflections from axial forces on end windings The end windings are supported in a nest of G-11 forms, bolted to the SS bars and beam tube and vacuum-impregnated with filled epoxy. Only the end region is impregnated. Deflections due to Lorentz forces on ends are shown. G-11 support matrix is suppressed in this image for clarity. Maximum displacement ~ 4 µm
Superferric Dipoles: How we build them Strategy: 1. Fabricate inner form segments from 4”- • All cables are positioned thick G-11 fiber-reinforced epoxy slabs. sandwiched between layers of 2. Assemble stack of segments for dipole precision-machined structure. body, using the CIC channels for alignment. • Ends are formed to the side of 3. Improvement: Channels for cables are split the dipole, then popped into equally on the facing segments. place in the structure layer. • Overall coil assembly is 3. Insert the SS beam tube, seal the preloaded within steel flux ends, and epoxy impregnate the gap return, all windings immobilized. between segments and beam tube.
Assembly/alignment / epoxy impregnation of beam tube & winding structure
Forming the flared ends requires production tooling All ends are formed with 2” radius bends. 2. Bend the U to form a 90° ear, with offset for layer-layer transitions. 1. Bend a U with the correct horizontal spacing. 3. ‘Odd-man’ turns require We have validated that bends preserve internal forming a ‘dog-bone’ end. structure, do not damage NbTi wires. See videos of the real tools making these bends at https://goo.gl/VoSDOS
Motorized Benders in operation
Impregnated assembly ready for layer 1
Mockup Winding – Layer 1 wound
14 9 15 2 1 16 13 12 11 10 8 7 6 5 4 3 Measurement of cable positions for Layer 1 4 6 1 2 3 5 Right left
Error matrix from magnetic model: b n , a n from .001” error on each cable x,y
Measure cable positions for Layer 1 Cable placement measurements for Layer 1: Extract random multipoles from cable placements in Layer 1:
Caps/forms in place – ready to wind layer 2
Layer 2 complete
Caps/forms in place – ready to wind layer 3
Layer 3 complete
Final caps in place – preload and QC Apply flat plates to top/bottom surfaces, clamp sides and top/bottom, dilatometry of x/y cable positions through open slots in G-11 structure.
5/20/2016: Mockup winding complete
Measure all cable positions – Calculate contributions to multipoles
Shimming strategy to trim 2 dominant multipoles from warm measurements Developing this workable strategy to trim a1, b2 multipoles after warm measurement is an important milestone in maturing the CIC superferric dipole for use in a collider. Doing it in practice will be a goal for model dipole construction and testing.
You goof something once in a while… We reached the last turns of layer 2, and realized that the 3-D CAD design of the end topology had a half- twist that would require passing the 1m dia. feed spool of cable through the last finished turn! We managed to do it (!), and corrected the design…
Next: the complete fabrication SS bars, end frames First layer wound Body segments installed, ready to assembled on beam tube, wind first layer jig-located, epoxy- impregnated Second layer wound Third layer wound Cable frame complete, End covers installed Flux return halves installed and closed, SS shells welded Ti channels, SS top/bottom skins installed
Quench Protection Quench heater foils are bonded in a 10 cm end segment of the G-11 structure on both ends of the dipole. Every cable turn is driven normal in ~10 ms by a current pulse to the heater foils. Peak Temperature MIITs 25 250 20 200 MIITs, kA 2 s 15 150 T (K) 10 100 quench both ends 5 50 quench one end 0 0 t (s) T, K 0 0.05 0.1 0.15 0.2 0 50 100 150 200 Maximum pressure during quench in the 250 m length CIC of a 4 m dipole = 41 bar
Quench is driven at both ends of the dipole Redundancy: Even if one quench heater ckt fails, the remaining one protects the magnet.
Supercritical He is single-phase – it cannot boil. Enthalpy/volume is a function of pressure only, not temp. Peak temperature in quench= 150 K Peak pressure in CIC cable = 41 bar
Provision for differential contraction, preload against Lorentz forces in body Horizontal contraction Steel G-11 Ti 316 SS 3 Central Multipoles Cold+Forces @2cm b2 1 Orient G-11 with fabric perpendicular to • units b4 beam tube axis – small contraction. Locate Ti U-channels to compensate • b6 -1 differential contraction – warm-cold ~+.002” b8 Locate SS/mica paper slip plane between G- • -3 11 and steel flux return. 0 0.5 1 1.5 2 2.5 3 3.5 Bcentral (T)
CIC winding limits temperature rise in event of heat from beam losses 4.5 K 4.4 4.3 4.2 Simulated temperature distribution in the presence of 1 W heat deposition in a MEIC dipole winding. CIC structure controls Lorentz stress, prevents coil motion, error fields Y displacement (RT – 3 T) .001” X displacement (RT – 3 T) .001” Multipole effects <0.2 units
Half-cell cryostat Support load from 5 reentrant feet. Supports integrate provisions for precise positioning & internal alignment of all elements. 50 K shield, MLI, and top-half shell go on after all alignment. Ports for checking alignments. Static heat loads ~0.5 W to 4.5 K, 50 W to 50 K.
Recommend






More recommend
Explore More Topics
Stay informed with curated content and fresh updates.