Spray Drying of Foods by Prof. Arun S. Mujumdar National University - PowerPoint PPT Presentation
Spray Drying of Foods by Prof. Arun S. Mujumdar National University of Singapore International Workshop on Drying of Food and Biomaterials Bangkok June 6 7, 2011 CONTENTS Definition of Spray Drying Advantages and limitations of
Spray Drying of Foods by Prof. Arun S. Mujumdar National University of Singapore International Workshop on Drying of Food and Biomaterials Bangkok – June 6 7, 2011
CONTENTS • Definition of Spray Drying • Advantages and limitations of spray drying * Advantages * Limitations • Classification of spray dryers • Components of spray dryer * Types of atomization * Flow patterns * Collection types * Control methods
CONTENTS (continued) • Examples of spray drying • Some typical spray drying processes • Developments in spray drying • Closures
Definition Definition • a special process which is used to transform the feed from a liquid state into a dried particulate form (Powder or Particles) by spraying the feed into a hot drying medium.
Definition Definition • What is spray drying? Hot air Liquid Moisture feed Solid Droplets formation Heat POWDER
The Advantages of Spray Drying • Continuous and easy to control process • Applicable to both heat‐sensitive and heat‐ resistant materials • Applicable to corrosive, abrasive, toxic and explosive materials • Satisfies aseptic/hygienic drying conditions • Different product types: granules, agglomerates, powders etc can be produced • Different sizes and different capacities
The Limitations of Spray Drying • High installation cost • Large air volumes at low product hold‐up implies gas cleaning costly • Lower thermal efficiency • Heat degradation possibility in high‐temperature spray drying
Components of Spray Drying System Figure Typical spray dryer layout A conventional spray drying process consists of the following four stages: 1. Atomization of feed into droplets 2. Heating of hot drying medium 3. Spray‐air contact and drying of droplets 4. Product recovery and final air treatment
Types of atomizers: Rotary atomizer Advantages: • Handles large feed rates with single wheel or disk • Suited for abrasive feeds with proper design • Has negligible clogging tendency • Change of wheel rotary speed to control the particle size distribution • More flexible capacity (but with changes powder properties) • Limitations : • Higher energy consumption compared to pressure nozzles • More expensive • Broad spray pattern requires large drying chamber diameter
Types of atomizers : Pressure nozzle Advantages: * Simple, compact and cheap * No moving parts * Low energy consumption Limitations: * Low capacity (feed rate for single nozzle) * High tendency to clog * Erosion can change spray characteristics
Types of atomizers : Pneumatic nozzle Advantages: * Simple, compact and cheap * No moving parts * Handle the feedstocks with high‐viscosity * Produce products with very small size particle Limitations: * High energy consumption * Low capacity (feed rate) * High tendency to clog
Types of Spray Dryers flow patterns: Co current flow Co‐current flow Counter‐current flow Mixed‐current flow
Powder Collectors
Control systems • System A: It maintains the outlet temperature by adjusting the feed rate. It is particularly suitable for centrifugal spray dryers. This control system usually has another control loop, i.e., controlling the inlet temperature by regulating air heater. •System B: It maintains the outlet temperature by regulating the air heater and keeping the constant spray rate. This system can be particularly used for nozzle spray dryers, because varying spray rate will result in change of the droplet size distribution for pressure or pneumatic nozzle.
Selection Tree for Spray Drying System
Some Examples of Spray Drying Systems
Spray Drying Applications in Food Technology P r oduct Feed co R esi dua D r yi ng- S pr ay dr yer desi gn ncent r a l - m oi s t em per at ur e ( 0 C ) t i on % t ur e % I nl et O ut l et C of f ee 30- 55 2. 0- 4. 5 180- 80- 115 O C L; C C F; P N N ; S S ; C Y ; M 250 S E gg 20- 24 3- 4. 5 180- 80- 90 O C L; C C F; C A / P N N ; S S ; C 200 Y / B F E nzym e 20- 40 2. 0- 5. 0 100- 50- 100 O C L; C C F, C A / P N N , S S ; B 180 F/ C Y +W C S ki mm i l k 47- 52 3. 5- 4. 0 175- 75- 95 O C L; C C F; C A / P N N ; S S / M 240 S C Y / B F S pi r ul i na 10- 15 5. 0- 7. 0 150- 90- 100 O C L/ S C C L; C C F; C A ; S S ; 220 B F/ C Y +W C M al t odext r i 2. 5- 6. 0 2. 5- 6. 0 150- 90- 100 O C L; C C F/ M F; P N N / C A ; S n 300 S ; B F/ C Y +W C S oya 12- 17 2. 0- 5. 0 175- 85- 100 O C L; C C F; P N ; S S ; B F pr ot ei n 250 Tea ext r act 30- 40 2. 5- 5. 0 180- 90- 110 O C L; C C F; P N ; S S ; C Y / C Y 250 +W C Tom at o 26- 48 3. 0- 3. 5 140- 75- 85 O C L; C C F; P N / C A ; S S / M S ; 17 past e 160 C Y / B F
Some Basic Spray Drying Processes used in Food Production
Spray Drying of Skim Milk
Micrograph of spray dried Skim Milk
Spray Drying of Tomato Juice
Spray Drying of Coffee
Developing Trends in Spray Drying
Multi stage Spray Drying System O per at i on/ com put at i on par am et er s SD SD +VFB SD +I FB SD +I FB+VFB ( M SD ) Spr ay dr yi ng I nl et ai r t em per at ur e ( 0 C ) 200 230 230 260 Ai r r at e ( kg/ h) 31500 31500 31500 31500 Spr ay r at e ( kg/ h) 2290 3510 4250 5540 Sol i d cont ent ( % ) 48 48 48 48 M oi st ur e ( % D B) 108. 3 108. 3 108. 3 108. 3 R esi dual m oi st ur e ( % ) 3. 5 6 9 9 O ut l et t em per at ur e ( 0 C ) 98 73 65 65 Evapor at i on r at e ( kg/ h) 1150 1790 2010 2620 Ener gy consum pt i on ( G J) 7. 6 8. 86 8. 9 9. 95 Energy consum pt i on/ kg pow der 6667 4949 3971 3428 ( kJ/ kg) VFB I FB I FB Ai r r at e ( kg/ h) 4290 6750 11500 Ai r t em per at ur e ( 0 C ) 100 115 120 Evapor at i on r at e ( kg/ h) 45 125 165 R esi dual m oi st ur e ( % ) 3. 5 3. 5 3. 5 Ener gy consum pt i on ( G J) 0. 48 0. 82 1. 11 O ver al l dr yi ng per f or m ance Tot al ener gy consum pt i on ( G J) 9 9. 34 9. 72 11. 1 Ener gy consum p. / kg pow der ( M J/ kg) 6. 67 5. 35 4. 34 4. 01 Pow der di am et er ( m i cr on) 50- 150 50- 200 50- 500 50- 500 Fl ow abi l i t y poor Fr eef l ow Fr eef l ow Fr ee- f l ow Bul k densi t y ( kg/ m 3 ) ( Appr ox. ) 600 480 450 450
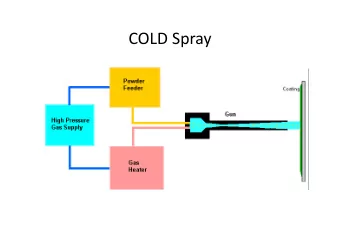
Superheated Steam Spray Drying Advantages : * No fire and explosion hazards * No oxidative damage * Ability to operate at vacuum and high operating pressure conditions * Ease of recovery of latent heat supplied for evaporation * Better quality product under certain conditions * Closed system operation to minimize air pollution Limitations : * Higher product temperature * Higher capital costs compared to hot air drying * Possibility of air infiltration making heat recovery from exhaust steam difficult by compression or condensation
Spray Freeze Drying A schematic flowchart of the conventional spray freeze drying
Modeling of Spray Drying • At present, Computational Fluid Dynamic (CFD) is popular in modeling of spray drying process with the computer developing. CFD modelling and deposition study of spray dryers
Modeling of Spray Drying • Part 1: Reduction of particle wall deposition • Part 2: Evaluation of droplet drying models • Part 3: CFD analysis of airflow stability • Part 4: New particle wall deposition model
Modeling of Spray Drying • Part 1: Reduction of particle wall deposition Dripping Web like deposition problem (gelatin) (sucrose maltodextrin) Deposition at the conical wall (sucrose maltodextrin)
Modeling of Spray Drying • Part 1: Reduction of particle wall deposition – Experiments to determine deposition fluxes
Modeling of Spray Drying • Part 1: Reduction of particle wall deposition – Experiments to determine deposition fluxes 0.14 m 2 0.14 m 2 0.15 m 2
Modeling of Spray Drying • Part 1: Reduction of particle wall deposition – Findings 0.025 0.03 Deposition flux, g m -2 s -1 -2 s -1 0.025 0.02 Deposition flux, g m 0.02 0.015 SS TF SS 0.015 0.01 TF 0.01 0.005 100 120 140 160 180 100 120 140 160 180 Inlet temperature, °C Inlet temperature, °C Middle plate Bottom plate
Modeling of Spray Drying • Part 1: Reduction of particle wall deposition – Deposition strength tester Clips to hold Adjustable disperser the plate angle Air sparger Quick coupling to compressed air line
Modeling of Spray Drying • Part 2: Evaluation of droplet drying models – Evaluated: Reaction Engineering Approach (REA) vs Characteristic Drying Curve (CDC) – Compared with single droplet data (Adhikari et al. ) Glass filament Hot drying air Droplet
Modeling of Spray Drying • Part 2: Evaluation of droplet drying models Air inlet – Axisymmetric model (FLUENT) – Steady state 0.70 m – Euler Lagrangian – Turbulence: RNG k e 0.50 m – Included moisture transport – UDF (C language) for models 1.75 m – Coupled (2 nd order accuracy) Outlet
Modeling of Spray Drying • Part 2: Evaluation of droplet drying models Tracked particle moisture as it moves around
Modeling of Spray Drying • Part 2: Evaluation of droplet drying models – Findings Evaporation rate from particles, kg s ‐1 REA CDC modified
Recommend







More recommend
Explore More Topics
Stay informed with curated content and fresh updates.