
Novel iron rich tiling ceramic from cupper flotation waste Emilia - PowerPoint PPT Presentation
6th International Conference on Sustainable Solid Waste Management Naxos Island, Greece, 1316 June 2018 Novel iron rich tiling ceramic from cupper flotation waste Emilia Karamanova, Georgi Avdeev, Stela Atanasova Vladimirova, Alexander
6th International Conference on Sustainable Solid Waste Management Naxos Island, Greece, 13–16 June 2018 Novel iron ‐ rich tiling ceramic from cupper flotation waste Emilia Karamanova, Georgi Avdeev, Stela Atanasova ‐ Vladimirova, Alexander Karamanov Institute of Physical Chemistry, Bulgarian Academy of Sciences, Sofia, Bulgaria https://lab.akaramanov.com
“Aurubis” is the leading integrated copper group and the world’s largest copper recycler. “Aurubis – Bulgaria”, Pirdop (ex ‐ ”Georgi Damianov” and ex ‐ “Cumerio”) becomes a part of the group in 2005. Today this plant is one of the biggest industrial units is Bulgaria. Production volume per year: copper cathodes (99.99 % Cu) ‐ 300 000 t sulfuric acid ‐ 1 300 000 t iron silicate (main residue) ‐ 700 000 t
Tiling ponds for the “iron silicate ” Possible alternative: Raw material for clicker production • Inert addition for “heavy” concretes • Road gravel • Raw material for ceramics ? •
Chemical composition of the “iron silicate ” wt % Official information Our analysis SiO 2 24.0 ‐ 26.0 19.5 ‐ 20.0 Al 2 O 3 1.0 ‐ 1.5 1 ‐ 1.5 FeO 67.0 ‐ 69.0 78.5 ‐ 79.5 CaO ‐ ‐ MgO ‐ ‐ MO 3.0 ‐ 5.0 1.5 ( CuO, BaO , ZnO ) Na 2 O ‐ ‐ K 2 O ‐ ‐ L.O.I. 2.0 ‐ 3.0 1.0 ‐ 1.5
Separation of fayalite (2FeO.SiO 2 ) from the waste
Ceramic with 35% flotation waste from copper production and 20 % glass cullets F K G F ‐ 35 % in the batch 35% 45% 20% SiO 2 30.3 52.6 71.5 52.5 Al 2 O 3 0.9 33.2 1.5 17.5 FeO* 67.5 0.4 0.2 19.8 CaO 0.2 7.5 3.8 MgO 3.2 1.2 MO 0.8 0.3 0.5 (CuO, BaO , ZnO ) Na 2 O 15.5 4.3 K 2 O 0.3 0.4 0.2 L.O.I. 13.3
HSM test of F ‐ 35
Isothermal sintering at 1160 o C of F ‐ 35
Isothermal sintering at 1260 o C of CFK and CFK – b (MSWA alternate ceramic)
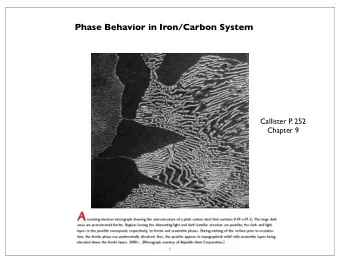
Structure surface fracture
Phase composition
Density and porosity “green” (non fired) final ceramic Bulk density (g/cm 3 ) 2.35 2.29 Skeleton density (g/cm 3 ) 3.06 2.54 Absolute density (g/cm 3 ) 3.06 2.91 Water absorption (%) ‐ 1.2 Closed porosity (%) ‐ 12 Open porosity (%) >25 3 ( by WA )/9 ( by Ar ) g/cm 3 g/cm 3 “green” % ceramic % kaolin 45 2.6 ‐ 2.7 glassy phase 45 ‐ 55 2.3 ‐ 2.4 faylite 35 4.3 ‐ 4.4 hematite 15 ‐ 25 5.2 ‐ 5.3 glass cullet 20 2.5 ‐ 2.6 plagioclase 10 ‐ 20 2.6 ‐ 2.7 The decreasing of absolute density “compensate” ~ 2 firing shrinkage!
Conclusions • Samples of new compositions of building ceramics are obtained using high amounts of cupper flotation waste and glass culets in the batch. • The densification process takes place at low temperature and for a short time. • The obtained samples are characterized by very low open porosity and high crystallinity, which are the main preconditions for good mechanical characteristics. • Due to intensive re ‐ crystallisation processes and formation of new phases with lower densities, the sintering process leads to a negligible firing shrinkage together with acceptable bulk density .
Recommend







More recommend
Explore More Topics
Stay informed with curated content and fresh updates.