Iron and Steel Manufacturing 40 CFR Part 420
Description of the Industry Three basic types for facilities Integrated steel mills Non-integrated steel mills Stand-alone facilities
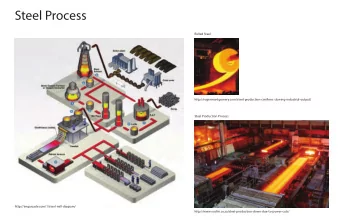
Iron and Steelmaking Operations
Forming & Finishing Operations
Manufacturing Operations – Cokemaking (Subpart A) Two types of cokemaking facilities By-product recovery coke plants Waste ammonia liquor (ammonia, cyanide, sulfide, benzene, and phenols) Non-recovery coke plants
By-Product Recovery Cokemaking
Manufacturing Operations – Sintering (Subpart B) Recovered of iron-bearing materials are mixed with iron ore, limestone, and finely divided fuel.
Manufacturing Operations – Ironmaking (Subpart C) Iron ore is reduced to molten iron in a blast furnace.
Manufacturing Operations – Steelmaking (Subpart D) Basic Oxygen Furnace Electric Arc Furnace High-tonnage carbon Low-tonnage carbon, steels alloy, and stainless steels BOP Q-BOP
Manufacturing Operations – Vacuum Degassing (Subpart E) Refining process in which gases are removed from molten steel prior to casting.
Manufacturing Operations – Continuous Casting (Subpart F) Converts molten steel into a semi- finished product or shape through water cooled molds.
Manufacturing Operations – Hot Forming (Subpart G) Preheated solidified steel is reshaped through a series of forming steps using mechanical pressure applied to work rolls.
Manufacturing Operations – Salt Bath Descaling (Subpart H) Surface treatment operation. Two step operation Molten salt baths Water quenching Can be a batch or continuous process
Salt Bath Descaling – Batch Process
Salt Bath Descaling – Continuous Process
Manufacturing Operations – Acid Pickling Chemically removes oxides and scale Carbon steel – hydrochloric acid Stainless steel – sulfuric, hydrochloric, and/or hydrofluoric acids
Manufacturing Operations – Cold Forming (Subpart J) Process in which unheated steel is passed through rolls Reduces thickness Produces a smooth surface Develops controlled mechanical properties in the steel
Manufacturing Operations – Alkaline Cleaning Steel and steel products are immersed in alkaline cleaning baths and its rinsing operations There are no promulgated categorical standards for this subpart Facilities subject to this subpart must comply with the general pretreatment regulations at 40 CFR Part 403
Manufacturing Operations – Hot Coating (Subpart L) Involves immersing precleaned steel into molten metal baths of Tin, Zinc (hot galvanizing), Combinations of lead and tin (terne coating), or Combinations of aluminum and zinc (galvalume coating)
Manufacturing Operations – Other (Subpart M) Briquetting Recycles and reuses fine materials Requires no discharge of process wastewaters to the POTW Direct-Reduced Iron (DRI) Similar iron making reaction as blast furnace ironmaking No pretreatment standards for this operation Forging Type of steel forming No pretreatment standards for this operation
Implementation of Regulations Pretreatment standards are mass limits (production-based) pH limits of 6.0 to 9.0 [40 CFR 420.07] Part 420 regulates discharges of process wastewater generated in all production operations Co-treating non-process wastewater is allowed in some circumstances [40 CFR 420.02(r)] Additional pollutant allowances for non-process wastewater [40 CFR 420.08]
40 CFR Part 420 Process and Non-Process Wastewaters
Process and Non-Process Wastewaters (continued)
Other Special Conditions Subpart A: Additional loading allowance for wastewaters from Cokemaking specific processes (see 420.15 and 420.16). No discharge of process wastewater pollutant to POTWS from non-recovery cokemaking processes. Subpart B: No discharge of process wastewater pollutants to Sintering the POTWs from dry air pollution control systems. The pretreatment standards for cyanide and phenols apply only when sintering wastewater is co- treated with ironmaking wastewater. Special compliance monitoring point for 2,3,7,8- TCDF. Ammonia limit is not applicable if POTW has nitrification capabilities.
Other Special Conditions Subpart C: The iron blast furnace ammonia limit is not Ironmaking applicable if POTW has nitrification capabilities. Subpart D: No discharge of process wastewater pollutants Steelmaking from the electric arc furnace steelmaking-semi-wet process and the basic oxygen furnace steelmaking- semi-wet process. Subpart J: Cold Limitations for chromium and nickel are applicable Forming only if cold forming wastewaters are treated with descaling or combination acid pickling wastewaters. Subpart L: Hot Limitations for hexavalent chromium is applicable Coating) only to galvanizing operations which discharge wastewaters from the chromate rinse step. Subpart M: Other No discharge of process wastewater pollutants to Operations POTWs from the briquetting operation.
Calculating Limits - Example Combination acid pickling spend acid, Spent rolling rinse waters, and emulsions and fume scrubber to solutions to treatment treatment 2 tons of steel plate products Combination Cold Forming Annealing Acid Pickling Alkaline Metal Finished Product Cleaning Finishing Alkaline rinse Plating rinse wastewater to wastewater to treatment treatment
Calculating Limits (continued) Wastewater flows: Alkaline cleaning prior to metal finishing: 50,000 gpd Metal finishing rinse wastewater: 35,000 gpd Total Wastewater Flow per day: 200,000 gpd The alkaline cleaning prior to the metal finishing and the metal plating rinse wastewaters are subject to 40 CFR Part 433 (PSNS) The reminder of the wastewaters are subject to 40 CFR Part 420 (PSNS)
Calculating Limits (continued) Operation Production Pollutant – Chromium Units Daily Max 30 day average Combo Acid 2 tons per day 0.000710 0.000284 lbs/1,000 lbs Pickling 0.00284 0.001136 lbs/day [420.96(c)(3)] Combo Acid Facility does have one 0.0819 0.0327 kg/day Pickling (fume fume scrubber over 0.181 0.0721 lbs/day scrubber) the pickling bath [420.96)(c)(6) Cold-Forming 2 tons per day 0.0000418 0.0000167 lbs/1,000 lbs [420.106(a)(2)] 0.0001672 0.0000668 lbs/day Metal Finishing Not applicable 2.77 1.71 mg/L [433.17] 1.96 1.21 lbs/day Total Allowable Mass (Chromium) 2.14 1.28 lbs/day Adjust concentration limits 1.28 0.77 mg/L
Treatment Options Physical / Chemical Treatment Equalization Tar Removal Ammonia Stripping Cyanide and Metals Removal Oily Waste Treatment Solids Separation Carbon Dioxide Injection Polishing Ammonia Stripping
Treatment Options Biological Treatment Conventional Activated Sludge Sequencing Batch Reactor Attached Growth/Fixed Film Biological Denitrification Sludge Handling Gravity Thickening Rotary Vacuum Filtration Pressure Filtration Belt Filtration Centrifugation Sludge drying
Best Management Practices Routine Monitoring Flow Management Training and Supervision Production Planning and Sequencing Process or Equipment Modification Raw Material and Product Substitution or Elimination Oil Management and Preventive Maintenance Loss Prevention and Housekeeping Waste Segregation and Separation
Recommend
More recommend
Unleash a World of Digital Possibilities—Browse, Share, and Explore Content Without Boundaries