EDL (Envitech Distribution Limited) Boiler System Water Treatment. - PDF document
EDL (Envitech Distribution Limited) Boiler System Water Treatment. Introduction. Since 1989 equipment is being manufactured to prevent mineral scale precipitation by using a coil wrapped around the liquid carrying pipe. Mineral ions in the
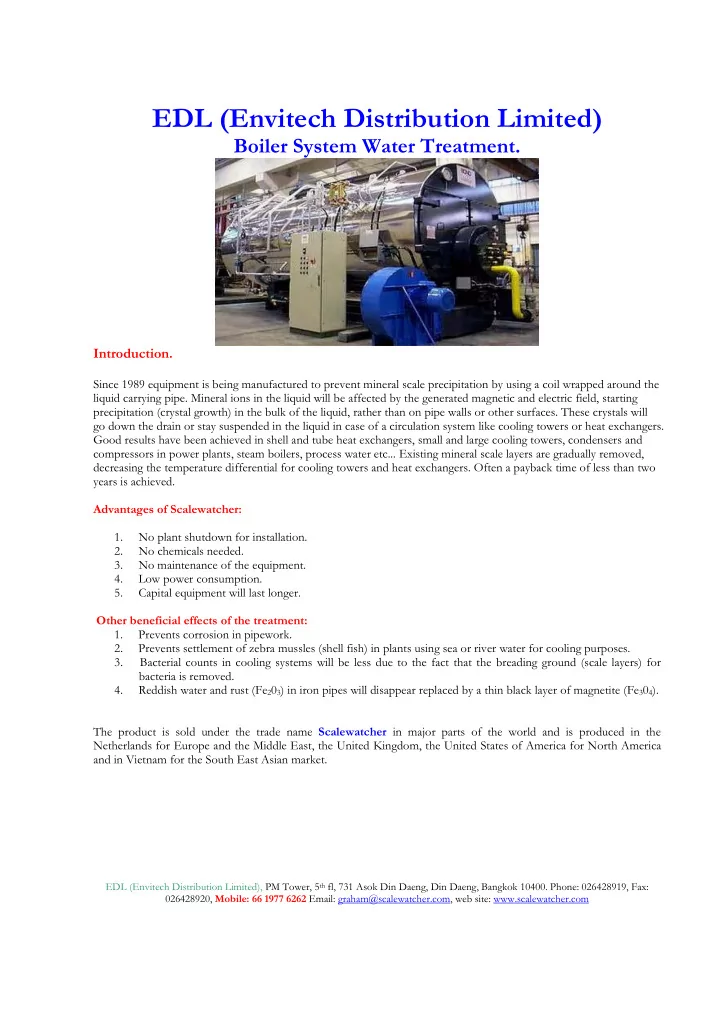
EDL (Envitech Distribution Limited) Boiler System Water Treatment. Introduction. Since 1989 equipment is being manufactured to prevent mineral scale precipitation by using a coil wrapped around the liquid carrying pipe. Mineral ions in the liquid will be affected by the generated magnetic and electric field, starting precipitation (crystal growth) in the bulk of the liquid, rather than on pipe walls or other surfaces. These crystals will go down the drain or stay suspended in the liquid in case of a circulation system like cooling towers or heat exchangers. Good results have been achieved in shell and tube heat exchangers, small and large cooling towers, condensers and compressors in power plants, steam boilers, process water etc... Existing mineral scale layers are gradually removed, decreasing the temperature differential for cooling towers and heat exchangers. Often a payback time of less than two years is achieved. Advantages of Scalewatcher: 1. No plant shutdown for installation. 2. No chemicals needed. 3. No maintenance of the equipment. 4. Low power consumption. 5. Capital equipment will last longer. Other beneficial effects of the treatment: 1. Prevents corrosion in pipework. 2. Prevents settlement of zebra mussles (shell fish) in plants using sea or river water for cooling purposes. 3. Bacterial counts in cooling systems will be less due to the fact that the breading ground (scale layers) for bacteria is removed. 4. Reddish water and rust (Fe 2 0 3 ) in iron pipes will disappear replaced by a thin black layer of magnetite (Fe 3 0 4 ). The product is sold under the trade name Scalewatcher in major parts of the world and is produced in the Netherlands for Europe and the Middle East, the United Kingdom, the United States of America for North America and in Vietnam for the South East Asian market. EDL (Envitech Distribution Limited), PM Tower, 5 th fl, 731 Asok Din Daeng, Din Daeng, Bangkok 10400. Phone: 026428919, Fax: 026428920, Mobile: 66 1977 6262 Email: graham@scalewatcher.com, web site: www.scalewatcher.com
How It Works Scalewatcher´s patented technology works by producing a complex frequency modulated waveform. Reacting to the varying applied field the Scalewatcher creates an induced electric field inside the pipe whereby the crystal growth of scaling minerals in the water is promoted. Crystals remain suspended in solution and no longer contribute to the build- up of hard pipe wall deposits. Existing scale layers are softened and loosened scale crystals are removed from the system by the water flow. The Lorenz Force F=q.E+q.vxB N describes the total force on charged particles and ions in a magnetic and/or electric field. Scalewatcher: F=q(E + vxB) Magnet: F=q.vxB Newton Where: F = the Lorenz Force expressed in Newton q = the charge of a particle or ion expressed in Coulomb E = the electric field strength in Volt/meter v = the velocity of the particle or ion expressed in meter/second B = the magnetic induction expressed in Tesla. F, E, v and B are all vectors. So the incoming particles and ions in the water are subject to this Lorenz Force. Particles in the water have by nature a negative charge and have an electric double layer of positive and negative ions around them. This stable situation can be distorted by heat, ultra sonic sound, chemicals and also an electric and/or magnetic field such as created by Scalewatcher. The distortion may change the particle into a nucleation site. Positive and negative ions in the bulk of the water will attach to it forming a crystal. The so formed crystals will float with the water down the drain. A side effect of forming crystals out of dissolved carbonate scales is that small CO2 bubbles are formed. These bubbles will soften the existing old scale layers and will then gradually dissolve in the water. EDL (Envitech Distribution Limited), PM Tower, 5 th fl, 731 Asok Din Daeng, Din Daeng, Bangkok 10400. Phone: 026428919, Fax: 026428920, Mobile: 66 1977 6262 Email: graham@scalewatcher.com, web site: www.scalewatcher.com
THE BENEFITS OF INSTALLING SCALEWATCHER ON BOILER SYSTEMS Fire Tube Boilers Boiler Water Treatment Management's Responsibility There is a definite legal and moral responsibility on the part of the management to ensure reliable, continuous and efficient operation of the steam boiler and to ensure that no damage to equipment or physical hazard occurs. Water, contains many impurities and the design and operation of modern steam boilers is such that proper feed water treatment is an absolute necessity. Boiler Scale and Deposits Boiler scale is caused by impurities being precipitated out of the water directly on heat transfer surfaces or by suspended matter in water settling out on the metal and becoming hard and adherent. The evaporation in the boiler causes impurities to concentrate. In untreated boiler water, the formation of scale is like a "back to nature" movement. As minerals are deposited out from water they form many types of crystalline and rock-like structures. The most common scale in boilers is due to carbonate deposits caused by hardness. Carbonate scale is usually granular and sometimes very porous. A carbonate scale can be easily identified by dropping it in a solution of hydrochloric acid. Bubbles of carbon dioxide will effervesce from the scale. Sulphates scales are harder and more dense. A sulphate deposit is brittle and does not effervesce when dropped in acid. Silica scales resemble porcelain. This scale is very brittle, is not soluble in acid, and dissolves slowly in alkali. Iron deposits are very dark colored. They are either due to corrosion or iron contamination in the water. They are soluble in hot acid giving a dark brown solution. Problems Caused by Scale The biggest problem caused by scale is overheating and failure of boiler tubes. The thermal conductivity of porous boiler scale is similar to insulating brick. The scale acts as an insulating layer and prevents an efficient transfer of heat through the tubes to the circulating water. The reduction in thermal conductivity means lower boiler efficiency which in turn leads to overheating and may result in the softening, bulging or even fracturing of the boiler tubes. Boiler scale can also cause plugging or partial obstruction of circulating tubes in a water tube boiler, which again causes starvation and overheating of the tubes. EDL (Envitech Distribution Limited), PM Tower, 5 th fl, 731 Asok Din Daeng, Din Daeng, Bangkok 10400. Phone: 026428919, Fax: 026428920, Mobile: 66 1977 6262 Email: graham@scalewatcher.com, web site: www.scalewatcher.com
Another important aspect is that corrosion may occur under the boiler scale. In general, boiler scale causes a. Increased fuel bill by decreasing the operating efficiency b. Thermal damage c. Unscheduled down-time d. Increased cleaning time and cleaning costs e. Reduced working life of a boiler. Corrosion Corrosion is one of the most serious problems in boiler operation. Dissolved oxygen and carbon dioxide are the two gases which are mainly responsible for this. What is corrosion? Stated simply, corrosion is the reversion of a metal to its ore form. Iron, for example, reverts to iron oxide as the result of corrosion. Corrosion takes many forms, it may produce general attack over a large metal surface or it may result in pinpoint penetration of metal. Corrosion often occurs in standby boilers due to the exposure of wet metal to the oxygen in the air. CORROSION DAMAGE IS IRREVERSIBLE . Magnetite Boiler steel is often protected from the effects of corrosion by a thin layer of magnetite. This thin film is found to be most stable in the pH range 11-12 and provided the film remains intact, the underlying steel will not corrode. Dissolved oxygen constitutes the main danger to this protective sheath. An additional advantageous property of a magnetite film is its excellent thermal conductivity, i.e. heat transfer efficiency is promoted by magnetite. Caustic Cracking This is a special type of corrosion, often referred to as caustic embrittlement. Boiler metal failure is characterized by continuous mostly inter-granular cracks. For this type of cracking to occur a. The metal must be under stress b. The boiler water must contain caustic, and c. There must be a leakage of steam or boiler water. This is a particular problem in rivetted boilers and the rolled tube ends in modern boilers are also vulnerable areas of attack. Carryover Carryover describes the contamination of the steam with boiler water. It can be due to FOAMING when bubbles are formed on the surface and are carried out with the steam. High concentration of solids in the boiler water cause foaming, as well as soil and other contamination of the feed water. Carryover can also be due to PRIMING when slugs of boiler water are thrown over the steam. This is often caused by excessive steam demand or rapid increase in load. In severe cases of priming top tubes can be exposed and subject to overheating. The effects of carryover can be quite serious. The steam will be contaminated; water hammer may occur; slugs of boiler water can damage machinery; dissolved or suspended solids in the boiler water will deposit in the steam and condensate system. EDL (Envitech Distribution Limited), PM Tower, 5 th fl, 731 Asok Din Daeng, Din Daeng, Bangkok 10400. Phone: 026428919, Fax: 026428920, Mobile: 66 1977 6262 Email: graham@scalewatcher.com, web site: www.scalewatcher.com
Recommend






More recommend
Explore More Topics
Stay informed with curated content and fresh updates.