
Creep Mechanism Fractography Analysis on SnPb Eutectic Solder Joint - PDF document
Creep Mechanism Fractography Analysis on SnPb Eutectic Solder Joint Failure Chulmin Oh * , Changwoon Han, Nochang Park, Byungsuk Song, and Wonsik Hong Physics-of-Failure Research Center, Korea Electronic Technology Institute, Seongnam, 463-816,
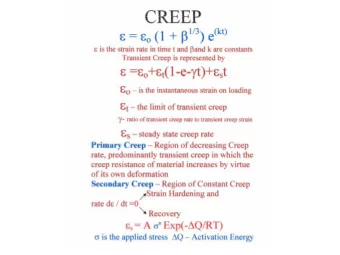
Creep Mechanism Fractography Analysis on SnPb Eutectic Solder Joint Failure Chulmin Oh * , Changwoon Han, Nochang Park, Byungsuk Song, and Wonsik Hong Physics-of-Failure Research Center, Korea Electronic Technology Institute, Seongnam, 463-816, Republic of Korea *82-31-789-7288, 82-31-789-7059 and cmoh@keti.re.kr Abstract Microstructural fracture mode observed in creep can be divided into intergranular and transgranular fracture. Depending on temperature and stress condition, creep fracture mode is decided. To design an accelerated life test, it should be confirmed that the failure mode in the accelerated test is identical to the mode in real field condition. Selecting optimal conditions of temperature and stress in accelerated creep rupture test requires extensive fractography analysis. In this study, SnPb eutectic solder joints for holding an anchor from heat sink system are subjected to creep rupture tests. After the test, failed solder joints are investigated and analyzed to identify creep fracture mode. Fracture microstructures of solder joints are analyzed using SEM and FIB. It is observed that transgranular fractures are predominant in the condition of low temperature and high stress and intergranular fractures are predominant in the condition of high temperature and low stress. Analysis results confirmed creep deformation mechanism map made by X.Q.Shi et al. and suggested optimal conditions of temperature and stress for accelerated creep rupture test with SnPb eutectic solder joints. Key words: creep fracture mode, fractography analysis, accelerated life test, SnPb solder joint processes and causes various failures of solder joint Introduction responsible for interconnecting the electronic SnPb eutectic solder has been applied in components and making the robust structural electronics for a long time because the solder has reliability of the electronic package[3]. Therefore, it several following properties;(i) good wettability with is necessary to understand the creep behavior of an aid of mildly active fluxes, (ii) no brittle SnPb eutectic solder with stress and temperature in intermetallic compound formation in solder itself, order to predict the lifetime of SnPb solder joint in (iii) low melting point to permit the design of electronic assembly. components that can endure the high temperature A creep deformation map for SnPb solder associated with the soldering process, and (iv) few alloy was established by X.Q.shi et al. and divided problem occurrence of tin oxide film problems into two regions of dislocation-controlled creep and compared with the oxide films of other solder diffusion-controlled creep[4]. Diffusion–controlled alloys[1]. SnPb eutectic solder is still used in creep is favored at high temperatures and low specified area such as military, aviation and health stresses, while dislocation-controlled creep is more due to an exception of the environmental regulations dominant at low temperature and high stresses. In although Pb-free solder has been applied in intermediate temperature regime(in between 0.4 and electronic industry several years ago corresponding 0.6 Tm) the creep deformation mechanism can be a with environmental regulations. mix of those in the low temperature and high SnPb eutectic solder shows a slow plastic temperature regime[5]. The creep rate of this regime strain(creep) under low permanent stresses at is plotted as a power(n) function of stress and an ambient temperature because the ambient operating Arrhenius-type expression with characteristic temperature is above 0.5 times melting point of activation energy(Q). The values of n and Q are eutectic solder[1]. At high elevated temperature, the variable with respect to temperature and stress. A mobility of atom and dislocation increases and the break in the isothermal curve is shown between low concentration of vacancy increases with temperature. stress and high stress[5]. The break in the curve Creep deformation comes into play at evaluated occurs at stress at which the fracture mode changes temperature[2]. The deformation of SnPb eutectic from intergranular to transgranular facture[5]. The solder at operating temperature has followed the facture mechanism map is useful for indentifying the creep deformation including the matrix diffusion, fracture mode at any conditions of temperature and dislocation glide, dislocation climb and grain stress. boundary sliding. The deformation of SnPb eutectic Solder joints in electronics play role on not solder is increased by these thermal activitated only making an electrical path by connecting the
electronic components and board but also holding the anchor from heat sink pin of microprocessor As shown Fig. 2, the weight assigned to package. The field temperature is above 0.5Tm and each condition was hung on every specimen and the applied stress in solder joints is constant so that inserted into chambers capable of keeping constant the creep damage of solder joint would be temperature. It was able to acquire the failure time accumulated during the usage and brings about the by measuring the resistance of solder joint failure of solder joints. It is needed to establish an continuously. When the creep fracture was happened acceleration model based on creep deformation during accelerated creep rupture test, microstructure mechanism for SnPb eutectic solder joint in order to fractography of solder joint was analyzed with predict the lifetime for SnPb eutectic solder joint. scanning electron microscope(SEM) and focused ion In our study, accelerated test was conducted beam(FIB) in order to identify the failure mode of on several conditions of temperature and stress fracture specimen. corresponding to creep mechanism to acquire proper acceleration creep model for SnPb eutectic solder joint. The failure mode of failed solder joint is analyzed to indentify the failure mode in accelerated conditions. It should be confirmed that the failure mode in the accelerated test is identical to the mode in real field condition. We discussed the results for fracture analysis and provided a guideline to the (a) (b) accelerated test for creep rupture test. Figure 2 Experimental configurations with (a) Experimental procedures weights used for creep rupture test, (b) test fixture with weights and specimens. The test board for accelerated creep rupture test is shown Fig. 1. Specimens were soldered with SnPb eutectic solder on specific coupon board with Results and discussions which was attached steel bar for preventing the Fig. 3 shows the SEM micrographs of board warpage during creep rupture test and microstructure of creep failure on solder joint of involved Cu layer patterns for acquiring the failure anchor at the condition of low stress(4kg) and high time. temperature(75 ℃ ). The microstructure of SnPb eutectic solder was composed of Pb-rich α phase and Sn-rich β phase. As indicated by arrows in Fig. 3(b), micro cracks were observed between Pb-rich α phase and Sn-rich β phase or along Sn-rich β phases with different grain orientation. Voids and cavities liked on grain boundary normal to principal stress were seen in Fig. 3(c),(d). It was reported that the (a) (b) voids and cavities could be formed at the early stage Figure 1 Test board for accelerated creep rupture of creep deformation especially perpendicular to test: (a) front side of board, and (b) back side of tensile stress and grow and coalesce to become board. micro cracks[3,5]. Although test temperature was decreased to Considering the operation environment for minimum value under constant low stress, the failure solder joint of an anchor to hold heat sink pin, it was mode was very similar with Fig. 3. Grain boundary found that the operation temperature is about sliding was prevalent and micro crack grows on the ambient temperature (above 0.5Tm) and the applied grain boundary under low applied stress. In this load to anchor is around 1 kg. Therefore, the condition that applied load was relative low, it was experimental conditions for creep rupture revealed that intergranular fracture is predominant as accelerated test are planned in Table 1. The creep fracture mode. specimen size is 10 units per each condition. Table 1 Experimental conditions for accelerated creep rupture test Temp.( ℃ ) 35 55 75 Load(kg) 4.0 10 ea 10 ea 10 ea 6.0g 10 ea 10 ea 10 ea 8.0 10 ea 10 ea 10 ea (a) (b)
Recommend



More recommend
Explore More Topics
Stay informed with curated content and fresh updates.