Carbon Capture and Storage: Technology Innovation and Market Viability February 23 rd , 2011 *Note about slideshow: Each Participant must individually control the slideshow- please follow along with speakers by scrolling along at right. Speakers will indicate when time to move to next slide. Thank you. 1
Carbon Capture and Storage: Technology Innovation and Market Viability Meet the Panel: US Department of Energy , Dr. Darren Mollot, Ph.D., Director, Office of Clean Energy Systems US Department of Energy , Mark Ackiewicz, Program Manager, Division of Carbon Capture and Storage Research Carbozyme , Dr. Michael C. Trachtenberg, Ph.D., CEO and CTO HTC PureEnergy , Jeff Allison, Senior VP 2
Enzyme Facilitated Carbon Dioxide Capture Michael C. Trachtenberg, PhD CEO, Carbozyme, Inc. Carbon Capture and Storage: Technology Innovation and Market Viability Wednesday, February 23, 2011
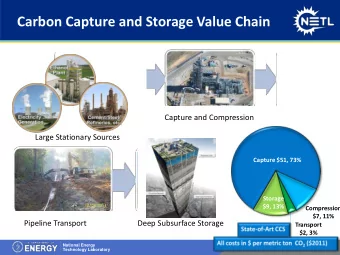
Objective: Capture CO 2 • Operational Targets Variety of feed streams – Air Flue gas (natural gas, oil, coal, cement) Natural gas Synthesis gas Maximum extraction fraction ≥90% Highest exit concentration ~99% CO 2 ; minimal water vapor (avoid pipeline corrosion) Lowest energy and economic cost <20% parasitic load; <35% COE Short process cycle Robust, stable, simple system – who owns the CO 2 ?
Stream Considerations End Stream Feed Feed Separation Product / Product Application Producer Stream Conditioning Process Conditioning User System Engineering Enhanced Air Acceptable levels of APC Flue Gas Water vapor Natural Gas Oxygen NOx Oil Hydrocarbons SOx Coal Other Particulates Industrial Gases Mercury Cement Off-gas Heavy Metals Natural Gas Synthesis Gas CO 2 Enrichment
CO 2 Capture Options ABSORPTION DESORPTION • Chemical Absorption • Pressure Swing Amines (1 ° , 2 ° ), Ammonia, Hot • Temperature Swing Carbonate • pH Swing Alkali • Humidity Swing Enzyme facilitated proprietary carrier – Biomimetic Strategy Electrochemistry +/- Biomimetic Strategy • Physical Absorption • Reaction Solid ion exchange resins Solid amines (aqueous film) Solid bicarbonate (aqueous film) • Adsorption Zeolites MMOF • Membrane Permeation
Biomimetic Approach Cardiovascular System – Liquid pump Respiratory System - Gas pump Enzyme – in RBC & on lung capillary BUT, the process has to be engineered for flue gas temperature
Reaction Chemistry: CA vs. Amine Bicarbonate Carbamate / Bicarbonate
Absorption Elements Thermophilic – Accept inlet feed temperature Reaction Inexpensive – Large quantities needed Enzyme Chemistry Readily available Locate enzyme at gas-liquid interface - Minimize amount of enzyme needed Interfacial High stability – Does not leach Chemistry Immobilization / Mass Transfer Remove and replace capability – Difference in lifetime of membrane and enzyme Highly structured – Mass Transfer Membrane Avoid dead zones, flooding Apparatus modules High surface to volume – Decrease materials
Carbonic Anhydrases Raise the Operating Temperature -CA II -CA Cam Carbonic Anhydrase H 2 O H + - HCO 3 Maximal operating temperature 45 ° C >85 ° C (185 ° F)
Enzyme Expression, Purification, Stability 0.45 0.4 0.35 0.3 Blank 0.25 Carbonic anhydrase 0.2 Carbonic anhydrase after 24h at 65°C 0.15 0:00:00 0:00:17 0:00:35 0:00:52 0:01:09 0:01:26 0:01:44 0:02:01 0:02:18 EL-Purification process 1. Whole cell lysate 2. Clarified cell lysate High yield of enzyme 3. Soluble contaminants High degree of purification 4. Pure fusion protein Rapid, simple, cheap purification 5. Molecular weight marker
Stable Immobilization
Remove and Replace CA Remove and replace capability allows for lifetime differences between enzyme and surface Demonstrated 5-times
Membrane Module Features Hydrophobic / Microporous membrane Keys to high efficiency mass transfer – High packing density – Maximal interfacial contact – No channeling – No dead zones – No foaming Mass Transfer Option Hierarchy Structured Membranes Low pressure drop at Membranes high density Structured Packings • CZ - 2,000m 2 /m 3 Random Packings • Packing - 250m 2 /m 3 Trays Contact efficiency improvement membranes = 10 X > Trays Mavroudi M, Kaldis SP & Sakellaropoulos GP. 2003 Reduction of CO 2 emission by a membrane contacting process, Fuel 82 :2153-2159
Permeator Design 42.7% Wet Dry 11 m 2 Permeator Spacer material Feed/retentate fibers Permeate fibers Fabrication support
Design Evolution • Area required for absorption and desorption differed • TSA/PSA is only needed for desorption • In the Permeator heat and water vapor were lost to exhaust gas (retentate) • Opportunity to optimize each construction and process independently • Module construction is easier, less complicated • Modeling showed increased performance (confirmed by experiment) - ~99% CO 2 vs. 95% CO 2 • Enables absorber only design applications
Absorber – Desorber Schematic Enzyme Enzyme CO 2 -Lean Lean CO 2 -Rich Layer Layer Retentate Carrier Permeate CO ABSORBER DESORBER 2 Heat PSA / Exchanger TSA CO 2 CO 2 -Rich Rich Water Microporous Microporous Feed Carrier Vapor Membrane Membrane
System Performance Towards Pre-Pilot
5-Day Permeate Gas Composition Stable High Selectivity
CO 2 Absorber – 14% CO 2 Absorber Performance
Summary Performance Extraction fraction – 90% Product gas – >98% CO 2 Pressure drop - <10kPa Parasitic load - <18% Energy cost (with compression) 0.69GJ/t CO 2 Flue gas Temperature – Entry 50 ° C, Exit 65 ° C CO 2 concentration from air up to 30%
CO 2 Extraction Module Membrane area • Absorber - 4269m 2 /t-d • Desorber - 2744m 2 /t-d Enzyme requirement • Absorber/Desorber – 2.1kg/90d • Exit pressure – 23kPa • Gas concentration • CO 2 – 42.7% • Water vapor – 57.2% • O 2 – 0.0036% • N 2 – 0.062% • Ar – 0.0014% 16.5 tonnes of CO 2 /day • Exit temperature – 51 ° ~513 units needed for a 470MW coal burning power plant, 14% feed gas stream – ~12.2m x 2.5m x 2.7m.
Questions?
Feed Side Acceptance Standard Acceptance Standard inlet feed values allows minimum of 90d CLM stability
SO X Scrubbing The wet lime slurry scrubber, built at EERC, meets the Carbozyme Acceptance Standard – EERC CEPS fired on SO 2 spiked natural gas to low, moderate, and high levels - 860, 2600 & 3300 ppmv – Pollution Control System on CEPS = SCR, Fabric Filter, Wet Scrubber 1, Polishing Scrubber (CaCO 3 slurry) 10000 SO 2 Out of Combustor 3300 2600 1000 860 SO 2 ppmv SO 2 Out of Scrubber 1 100 62 53.5 56 CZ SO x Acceptance Limit, 7 ppmv SO 2 Out of Polishing Scrubber 10 5.09 4.82 5.03 Lime slurry and ceramic Intalox saddle packing for the polishing scrubber. Packed tower used due to SO 2 measurement method detection limit, 4 ppmv 1 small scale of the test unit. 11:30 12:00 12:30 13:00 13:30 14:00 14:30 Time Target - <7ppmv (20ppmw) - Required Performance Achieved
Competitive Landscape Enzyme-based Criteria Attributes Ammonia Systems Amine Systems Facilitation Alstom, MHI, Company Carbozyme PowerSpan HTC PureEnergy Enzyme-based Chilled and Warm Secondary & Chemistry Facilitation Ammonia Tertiary Amines Mass Transfer Membrane Packed column Packed column Technology Skids Platform Tower Tower or Pre-built $ per Tonne of CO 2 Performance Capture $15 - $25 $35 - $80 $40 - $60 Metrics (OpEx + CapEx) Source: EPRI case 7A plus internal CZ data for CZ solution
Chemical Absorption Approaches AMINES AMMONIA HOT CARBOZYME CARBONATE CHEMISTRY Primary or Ammonia Metal Enzyme Catalyzed Secondary + Bicarbonate Metal Bicarbonate Tertiary Amines Process Comparison CHEMICAL Homogenous Homogenous Homogenous Heterogeneous PROCESS Reaction Reaction Reaction Catalysis MASS Packed Packed Column Packed Column Membrane TRANSFER Column Contactor or Packed Column 50 ° C <10 ° C 50 ° C 50 ° C ABSORPTION Low NOx; SOx Low NOx; SOx Low NOx; SOx Low NOx; SOx <10ppmv <10ppmv <10ppmv <10ppmv Thermal Swing – DESORPTION Thermal Swing Thermal Swing Vacuum Swing + – 120 ° C – >100 ° C Thermal Swing – 120 ° C 65 ° C 25 – 40% PARASITIC ~30% >45% <20% LOAD SCALABILITY No No No Yes
Process Chemistry Absorption Convert CO 2 to bicarbonate CO 2 H 2 O Hydration E-Zn * HCO 3 Create OH - from H 2 O - HCO 3 Use Zn-OH to attack CO 2 K M E-Zn * OH E-Zn * HOH k cat BH H * E-Zn * OH H 2 O Dehydration B - H + Convert bicarbonate to CO 2 Desorption - HCO 3
CO 2 Concentration Range Flux (moles CO 2 /m 2 -s)
CO 2 Desorber – 14% CO 2 CO 2 Desorption with and without Immobilized Enzyme Desorber Performance
Carbon Capture and Storage Agrion Webinar Feb , 2011
HTC & the International Test Centre for CO2 Capture located at University of Regina, Canada ITC PTRC HTC HTC Purenergy Inc. Proprietary Information - Confidential
ITC‟ s Research Facilities HTC Purenergy Inc. Proprietary Information - Confidential
Technology Demonstration and Validation at the Pilot Plant Scale Boundary Dam Demo Page 34 HTC Purenergy Inc. Proprietary Information - Confidential
Recommend
More recommend
Unleash a World of Digital Possibilities—Browse, Share, and Explore Content Without Boundaries