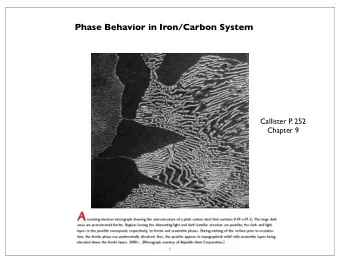
• This structure is similar to that of nodular iron and accounts for relatively high strength and appreciable ductility.
Non-Ferrous Alloys • Ferrous alloys are used in large amounts, as they can offer a wide range of mechanical properties. There are, however, some distinct limitation inherent in these alloys such as:
– Relatively high density – Relatively low electrical conductivity – An inherent susceptibility to corrosion.
• Thus, for many applications it is advantageous or even necessary to use other types of alloys. Alloys are normally classified according to the “ base metal ”, which is the metal having the highest concentration. • It is also necessary to distinguish between cast and wrought alloys;
• Cast alloys are alloys that are brittle in which forming or shaping by appreciable deformation is not possible and are normally processed by casting. • Wrought alloys on the other hand are those alloys amenable to mechanical deformation.
• Two main classes of non-ferrous alloys will be briefly discussed below.
Copper and its alloys • Unalloyed copper is soft, ductile, corrosion resistant and difficult to machine. Corrosion and mechanical properties can be enhanced by alloying. • The most common copper alloys are ” brasses ” in which zinc is the major alloying element.
• “ α -brasses may contain up to 35 % Zn and have an FCC crystal structure and are relatively soft, ductile and easily cold worked. • Brass alloys having higher zinc content will contain both α and β ´.
• β ´ has an ordered BCC structure and is harder and stronger than α . • Consequently α + β ´ brasses are hot worked.
• Bronzes are another class of copper alloys containing elements such as aluminum, tin, silicon and nickel. • These are considered to be stronger than brasses but still have good corrosion resistance.
Aluminum and its Alloys • Aluminum and its alloys are characterized by • low density (2.7 g/cm3) compared to irons and steels (7.9 cm3) • high electrical and thermal conductivities
• corrosion resistance • high ductility even at low temperatures (as a result of the crystal FCC structure) • One limitation of aluminum is its low melting temperature (660 ºC) which limits the maximum temperature the material can be used at.
• Aluminum alloys are versatile and can offer a wide range of engineering properties. • They exist in both wrought and cas forms and contain both heat-treatable and non- heat-treatable alloys.
• Aluminum alloys are characterized by a 4- digit number as follows: • The first digit indicates the alloy group • The second digit indicates modification of the original alloy or impurity limits • The third and fourth digits are the same as the two digits to the right of the decimal point in the aluminum percentage.
• In addition to their four-digit number, aluminum alloys are characterized by one or more letters indicating their temper (thermal and/or mechanical treatments) as follows: • F : as fabricated • O : annealed, recrystallized
• H : strain hardened – H1: strain hardened only – H2: strain hardened then partially annealed – H3: strain hardened and then stabilized • W : solution heat treated
• T : thermally treated – T2: Annealed (cast products) – T3: Solution heat treated and then cold- worked – T4: Solution heat treated and then naturally aged – T5: Artificially aged only
– T6: solution heat treated and then naturally aged – T7: Solution heat treated and then artificially aged – T8: Solution heat treated, cold-worked and then artificially aged – T9: Solution heat treated, artificially aged and then cold-worked – T10: Artificially aged and then cold-worked
Chapter Seven Microscopy or Metallography
• Microscopy or metallography consists of the “ microscopic study of the structural characteristics of metals and alloys ”. • The regular metallurgical microscope is the main equipment used for this type of study.
• The procedure for specimen preparation is a simple on e and consists of the following steps: • Sampling . The choice of a sample is very important, the location of the specimen chosen should represent the area in interest. If a soft metal is used then manual sawing or slow speed precision cutting should be used.
• If hard materials to be studied then cutting by abrasive wheel maybe used. Cooling should be used in order nor to introduce any structural changes by the heat of cutting.
• Mounting . Usually for ease of handling and manipulation, metallographic specimens are mounted in either a thermosetting resin such as Bakelite or a thermoplastic resin such as Lucite . Lucite is transparent so that the shape and location of the section would be visible.
• Grinding . In this step scratches and cutting marks are removed by rubbing the specimen surface against grinding paper (normally silicon carbide paper) starting with rough grinding (using paper of 120, 240 or 400 grit size) and then fine grinding (using paper of 600, 800 or 1200 grit size). • This could be done manually on a grinding bench or using a grinding wheel.
• Polishing . In this step the surface is given a further mechanical treatment in order to obtain a scratch-free “ mirror surface ”
• Etching . The purpose of etching is to make visible the many structural features of the metal or alloy. These include: – grain size – phases present
• The proper etchant should be used. In a single phase material contrast is normally given by the different degree of reaction and light reflection at grain boundaries, , or grain orientation,
• In a multi-phase material the contrast is given by the difference in the degree of reactivity by the different phases present.
Electron microscopy • The optical microscope has some limitations including the limit of magnification (around x 1000) and the inability to provide other information than imaging such as chemical composition and crystal structure.
• This is why when larger magnifications are required or when extra information is needed usually the electron microscope is used.
Chapter Eight Introduction to Metallic Corrosion and its prevention
Corrosion “ The destruction or deterioration of a material because of a reaction with its environmen t ”
• Corrosion has a great economical and environmental impact. • Corrosion is a naturally occurring process that tends to reverse the chemical action of the refining process. • In their natural, chemically stable state, metals are found primarily either as oxides or sulfides in the ores.
Uniform corrosion or Attack • Uniform corrosion is the most common type of corrosion • Greatest economical impact • Characterized by a “ chemical or electrochemical reaction that takes place uniformly over the entire exposed surface or over a large area ”. • In this case the metal becomes thinner and, eventually fail.
• This type of corrosion is not, however, dangerous, as the life of a part is well predicted under this form of corrosion. • A common variety is rust on iron and steel surfaces.
• Prevention of this type of corrosion may achieved by: • Choosing the right material • Coating • Use of inhibitors • Cathodic protection
Galvanic (or two metal) corrosion • An electrical potential difference is usually present between two dissimilar metal or alloys when they are placed a corrosive or conductive solution. • If these metals are brought into contact, this potential difference produces a net electrical current and hence, corrosion. • Normally corrosion of the less resistant metal is accelerated and attack of the more corrosion- resistant metal is decreased.
• The less resistant metal becomes anodic or active and the more corrosion resistant become cathodic or noble . • Attack of the anodic metal is usually aggravated if the area ratio is great (i.e., if the cathode has a much larger area than the anodic metal).
• Prevention of this type of corrosion may be achieved by: • Selection of combinations of metals and alloys that are as close as possible in the galvanic series. • Avoid the unfavorable area effect of small anodic parts in contact with large cathodic parts in a possibly corrosive environment.
• Insulate dissimilar metal wherever practical. • Add inhibitors if possible. • If welding is necessary then use welding filler metal close or the same as the base metal.
• Insulate dissimilar metal wherever practical. • Add inhibitors if possible. • If welding is necessary then use welding filler metal close or the same as the base metal.
Recommend
More recommend
Unleash a World of Digital Possibilities—Browse, Share, and Explore Content Without Boundaries