International Symposium on International Symposium on Shipbuilding Technology Shipbuilding Technology (ISST 2007) (ISST 2007) - Fabrication and Coatings Fabrication and Coatings – – - 6- -7 September, 2007 7 September, 2007 6 Osaka University, Japan Osaka University, Japan Organized by Organized by The Japan Society of Naval Architects and Ocean Engineers The Japan Society of Naval Architects and Ocean Engineers (JASNAOE) (JASNAOE) and and The Royal Institution of Naval Architects (RINA) The Royal Institution of Naval Architects (RINA) 1 1
The Third Generation Shop Primer The Third Generation Shop Primer and and Japanese Shipbuilding Japanese Shipbuilding Construction Process Construction Process Yasuyuki SEKI, Katsumi KONDOU, Osamu HARADA SEKI, Katsumi KONDOU, Osamu HARADA Yasuyuki 2 2
Shop coat system Shop coat system [ Painting process] ・ Steel plate having mill scale ↓ ・ Surface preparation / Blast cleaning (Shot blast) ↓ ・ Automatic spray (painting of shop primer) ↓ ・ Processing (cutting, welding), Construction ↓ ・ Secondary surface preparation ↓ ・ Painting of Anti-corrosive paints ↓ ・ Painting of top-coat paints 3 3
History of Shop Primer History of Shop Primer For keep intact shop primer In 1950’ ’s Etching primer s Etching primer In 1950 In 1960’ ’s Epoxy zinc s Epoxy zinc- -rich primer rich primer In 1960 In 1970’ ’s Inorganic high s Inorganic high- -zinc shop primer (1 zinc shop primer (1 st ) st ) In 1970 Inorganic low- -zinc shop primer (2 zinc shop primer (2 nd ) Inorganic low nd ) In 2000’ ’s Inorganic low s Inorganic low- -zinc shop primer (3 zinc shop primer (3 rd ) In 2000 rd ) 4 4
Required property as shop primer Required property as shop primer Anti-corrosive property Ensured steel protection Zinc protection Reduction of from rusting from secondary heat oxidation surface preparation Control of zinc Ensured ionization white-rust prevention Higher productivity Very low level of organic compounds Selected pigments Faster Very low level without crystalline welding of gas water speed generation Control of gaseous zinc activity 5 5
Composition models Composition models 1 st 2 nd 3 rd generation Base hydrolysis of ethyl silicate Zinc powder 65%wt 55%wt 50%wt (solids cont.) Silica powder (*1) Pigments (*4) Talc (*2) Silica powder (*1) Paste Fluorite powder (*3) Wax Wax Bentonite Additives Bentonite - - - Added - Organic resin - - Added Zinc protector *1: Silica powder (ignition loss: 2.07% 300 o C, 3.87% 500 o C, 4.75% 800 o C) *2: Talc (ignition loss: 1.27% 300 o C, 1.60% 500 o C, 8.97% 800 o C) *3: Fluorite powder (ignition loss: 0.10% 300 o C, 1.58% 500 o C, 1.66% 800 o C) *4: Weldabilitive pigment (ignition loss: 0.88% 300 o C, 1.02% 500 o C, 1.13% 800 o C) 6 6
White rust generation mechanism White rust generation mechanism Excessive corrosion of zinc Zn Zn 2 + 2 + 2 Zn 2 + Zn 2 + Zn 2 + Zn 2 + + + + + 2 2 Zn White rust Contraction of Formation of silicate silicate film The 1 st and 2 nd hydrolysis Generation corrosion Zn Zn factor Zn Zinc protection The 3 rd Generation 7 7
The surface of zinc after heating The surface of zinc after heating (SEM Photograph, × 2,000) (SEM Photograph, × 2,000) 1 st and 2 nd generation 3 rd generation Zinc oxide 8 8
The actual condition/Heat resistance The actual condition/Heat resistance 1 st and 2 nd generation 3 rd generation No rust Rust 9 9
The actual condition/Exposure The actual condition/Exposure Zinc activity is controlled and kept intact parts to exposure and heating ! Zinc activity isn ’ t controlled and rust/white-rust generate 10 10
Three type of outdoor exposure ・ Outdoor exposure (45 o ) ・ Horizontal outdoor exposure ・ Water splashed with horizontal outdoor exposure 11 11
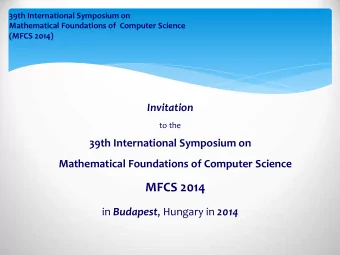
Anti corrosive and Anti white- -rust rust Anti corrosive and Anti white st generation) property (1 st generation) property (1 10 10 9 9 (evaluation) (evaluation) 8 7 8 23 ℃ 6 300 ℃ 7 23 ℃ 300 ℃ 500 ℃ 5 800 ℃ 500 ℃ 800 ℃ 4 6 7days 15days 30days 60days 90days 7days 15days 30days 60days 90days (days) (days) Anti corrosive property Anti white-rust property Average of three type of outdoor exposure tests after heating at each temperature. • Anti corrosive property is based on ASTM D610-01 • Anti white-rust grade is 12 12 10:<1%, 9:1-5%, 8:5-10%7:10-15%, 6:15-20%, 5:20-30%
Anti corrosive and Anti white- -rust rust Anti corrosive and Anti white nd generation) property (2 nd generation) property (2 10 10 9 9 (evaluation) (evaluation) 8 7 8 23 ℃ 6 300 ℃ 7 500 ℃ 23 ℃ 300 ℃ 5 800 ℃ 500 ℃ 800 ℃ 6 4 7days 15days 30days 60days 90days 7days 15days 30days 60days 90days (days) (days) Anti corrosive property Anti white-rust property Average of three type of outdoor exposure tests after heating at each temperature. • Anti corrosive property is based on ASTM D610-01 • Anti white-rust grade is 13 13 10:<1%, 9:1-5%, 8:5-10%7:10-15%, 6:15-20%, 5:20-30%
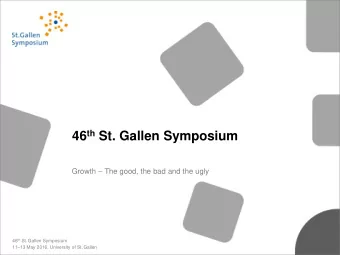
Anti corrosive and Anti white- -rust rust Anti corrosive and Anti white rd generation) property (3 rd generation) property (3 10 10 9 9 (evaluation) (evaluation) 8 7 23 ℃ 8 23 ℃ 300 ℃ 300 ℃ 6 500 ℃ 500 ℃ 7 800 ℃ 800 ℃ 5 6 4 7days 15days 30days 60days 90days 7days 15days 30days 60days 90days (days) (days) Anti corrosive property Anti white-rust property Average of three type of outdoor exposure tests after heating at each temperature. • Anti corrosive property is based on ASTM D610-01 • Anti white-rust grade is 14 14 10:<1%, 9:1-5%, 8:5-10%7:10-15%, 6:15-20%, 5:20-30%
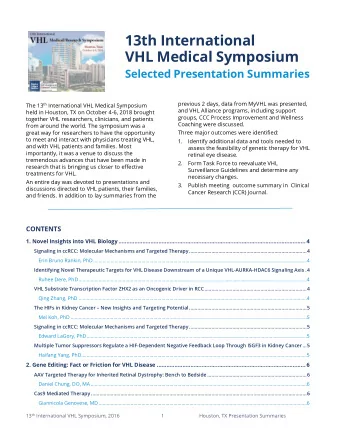
Protective potential Protective potential For keep balance between anti rust property and anti white-rust property 3 rd generation 2 nd generation 1 st generation 1 0 5 0 1 0 5 0 1 0 5 0 1 0 0 0 1 0 0 0 1 0 0 0 9 5 0 9 5 0 9 5 0 9 0 0 9 0 0 9 0 0 8 5 0 (-mV) 8 5 0 8 5 0 (-mV) (-mV) 8 0 0 2 3 ℃ 8 0 0 8 0 0 2 3 ℃ 2 3 ℃ 7 5 0 3 0 0 ℃ 3 0 0 ℃ 3 0 0 ℃ 7 5 0 7 5 0 7 0 0 5 0 0 ℃ 5 0 0 ℃ 5 0 0 ℃ 7 0 0 7 0 0 8 0 0 ℃ 8 0 0 ℃ 6 5 0 8 0 0 ℃ 6 5 0 6 5 0 6 0 0 6 0 0 6 0 0 0 . 1 0 . 5 1 2 4 8 2 4 4 8 7 2 1 6 8 0 . 1 0 . 5 1 2 4 8 2 4 4 8 7 2 1 6 8 0 . 1 0 . 5 1 2 4 8 2 4 4 8 7 2 1 6 8 (h o u rs ) (h o u rs ) (h o u rs ) 1 st 2 nd 3 rd (at 23 o C) 15 15
Anti- -white rust performance white rust performance Anti by an accelerated test by an accelerated test st generation nd generation rd generation 1 st generation 2 nd generation 3 rd generation 1 2 3 Steel panels piled up and, when it is rainy, water penetrates into the interspaces of panel ! 16 16
Examples of welding defects Examples of welding defects Appearance Second bead Groove Pit Cross section outside inside Blow hole 17 17
Weldability Weldability Welding speed 600 mm/min Welding speed 600 mm/min Welding speed (mm/min.) 600 3 rd 1 st 2 nd Generation 15 25 Dry flm thickness (mic.) 15 25 15 25 0 0 Pit (number) 0 0 0 0 0 0 First bead Groove (mm) 0 0 0 0 0.0 0.0 Blow hole (%) 0.0 0.0 0.0 0.0 0 0 Pit (number) 0 5 0 2 Second 0 0 Groove (mm) 0 27 0 20 bead 2.1 2.2 Blow hole (%) 3.3 5.3 3.6 5.1 Blow hole (%)= {(Blow hole’s width × height)}/{evaluation width(500mm) × hegiht (4mm)} × 100 18 18 * Height (4mm) is after gouging.
Weldability Weldability Welding speed 800 mm/min Welding speed 800 mm/min W elding speed (m m /m in.) 800 rd 3 st nd Generation 1 2 15 25 Dry flm thickness (m ic.) 15 25 15 25 0 0 Pit (num ber) 0 0 0 0 0 0 First bead Groove (m m ) 0 0 0 0 0.0 0.0 Blow hole (% ) 0.0 0.0 0.0 0.0 0 0 Pit (num ber) 0 2 0 3 Second 0 0 Groove (m m ) 0 31 0 56 bead 2.4 2.6 Blow hole (% ) 4.4 5.9 4.3 6.1 19 19
Weldability (appearance) (appearance) Weldability * Welding speed: 800mm/min. First bead Second bead st 1 generation SY-1 (25mic.) nd 2 generation SY-2 (25mic.) rd 3 generation SY-3 (25mic.) 20 20
Weldability Weldability (Cross section: Second bead) (Cross section: Second bead) 600mm/min. 800mm/min. st 1 generation SY-1 (25mic.) nd 2 generation SY-2 (25mic.) rd 3 generation SY-3 (25mic.) 21 21
rd generation. (2 months) Over coatability of 3 rd generation. (2 months) Over coatability of 3 Salt Spray at 35 ℃ Salt Spray at 35 ℃ 3 rd S/P + Epoxy paint Epoxy paint only ◇ R e s is t a n c e t o c o n t in u o u s s a lt s p r a y a t 3 5 o C ( 5 % N a C l a q ) ( J I S K 5 6 0 0 - 7 - 1 ) R u s t w id t h o f B lis t e r T e s t I te m A p p e a r a n c e P u ll- o ff t e s t K n ife c u t t in g c r e e p a g e ( g e n e r a l) n o c h a n g e n o p e e l 4 .6 M p a n o b lis te r E p o x y p a in t o n ly s o m e tim e s ru s t n o c h a n g e n o p e e l n o r u s t 4 .3 M p a n o b lis te r 3 r d S / P + E p o x y p a in t * Paint system: 3rd S/P (15 μ m) + Epoxy paint (300 μ m), 2.3mm-thick test panel 22 22 * Failure area of pull-off test: all test panels have cohesion break of Epoxy paint (100%).
Recommend
More recommend
Unleash a World of Digital Possibilities—Browse, Share, and Explore Content Without Boundaries