1 Elevator Control Quadrant Elevator Control Quadrant Processes - PowerPoint PPT Presentation
Process Selection Case Studies Elevator Control Quadrant Elevator control quadrant: The quadrant is part of the control system for the Aerospace part - Elevator control quadrant wing-elevator of a commercial aircraft. It is to be made of
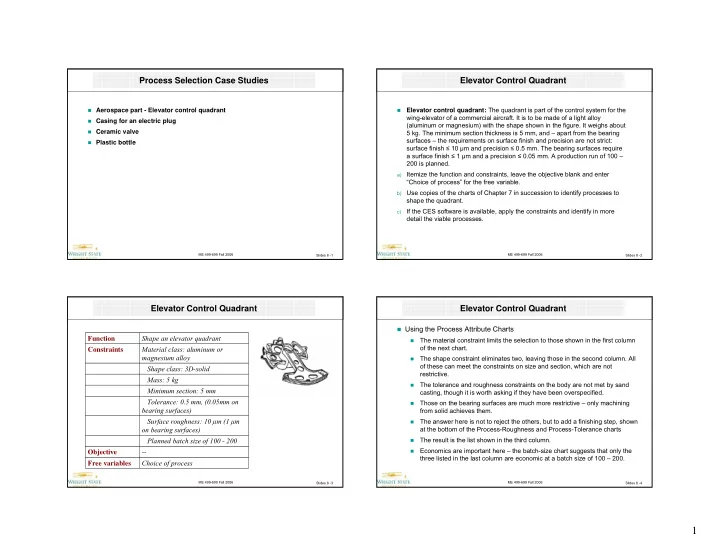
Process Selection Case Studies Elevator Control Quadrant Elevator control quadrant: The quadrant is part of the control system for the � Aerospace part - Elevator control quadrant � wing-elevator of a commercial aircraft. It is to be made of a light alloy � Casing for an electric plug (aluminum or magnesium) with the shape shown in the figure. It weighs about � Ceramic valve 5 kg. The minimum section thickness is 5 mm, and – apart from the bearing surfaces – the requirements on surface finish and precision are not strict: � Plastic bottle surface finish ≤ 10 μ m and precision ≤ 0.5 mm. The bearing surfaces require a surface finish ≤ 1 μ m and a precision ≤ 0.05 mm. A production run of 100 – 200 is planned. Itemize the function and constraints, leave the objective blank and enter a) “Choice of process” for the free variable. Use copies of the charts of Chapter 7 in succession to identify processes to b) shape the quadrant. If the CES software is available, apply the constraints and identify in more c) detail the viable processes. ME 499-699 Fall 2006 ME 499-699 Fall 2006 Slides 8 -1 Slides 8 -2 Elevator Control Quadrant Elevator Control Quadrant � Using the Process Attribute Charts Shape an elevator quadrant Function The material constraint limits the selection to those shown in the first column � of the next chart. Material class: aluminum or Constraints magnesium alloy The shape constraint eliminates two, leaving those in the second column. All � of these can meet the constraints on size and section, which are not � Shape class: 3D-solid restrictive. � Mass: 5 kg The tolerance and roughness constraints on the body are not met by sand � � Minimum section: 5 mm casting, though it is worth asking if they have been overspecified. � Tolerance: 0.5 mm, (0.05mm on Those on the bearing surfaces are much more restrictive – only machining � bearing surfaces) from solid achieves them. � Surface roughness: 10 μ m (1 μ m The answer here is not to reject the others, but to add a finishing step, shown � on bearing surfaces) at the bottom of the Process-Roughness and Process-Tolerance charts � Planned batch size of 100 - 200 The result is the list shown in the third column. � Economics are important here – the batch-size chart suggests that only the -- � Objective three listed in the last column are economic at a batch size of 100 – 200. Choice of process Free variables ME 499-699 Fall 2006 ME 499-699 Fall 2006 Slides 8 -3 Slides 8 -4 1
Elevator Control Quadrant Elevator Control Quadrant Processes passing Processes that Processes meeting the Processes that are the material survive the shape tolerance constraint economic at a batch of � Repeat with CES software – Level 2 constraint constraint 100 - 200 Are the choices different? � Sand casting Sand casting FAILS Die casting Die casting Die casting plus machining FAILS Investment Investment Investment casting plus Investment casting plus casting casting machining machining Low pressure Low pressure Low pressure casting plus FAILS casting casting machining Forging Forging Forging plus machining Forging plus machining Extrusion FAILS Sheet forming FAILS Powder methods Powder methods Powder methods FAILS Machine from solid Machine from solid Machine from solid Machine from solid ME 499-699 Fall 2006 ME 499-699 Fall 2006 Slides 8 -5 Slides 8 -6 Casing for an electric plug Casing for an electric plug The electric plug is perhaps the commonest of electrical products. It has a � Shape an electric plug casing Function number of components, each performing one or more functions. The most obvious are the casing and the pins, though there are many more Material class: Material class: Constraints (connectors, a cable clamp, fasteners, and, in some plugs, a fuse). The task thermoplastic or thermosetting is to investigate processes for shaping the two-part insulating casing, the � Shape class: 3D-solid thinnest part of which is 2 mm thick. Each part weighs about 30 grams and is to be made in a single step from a thermoplastic or thermosetting polymer � Mass: 0.03 kg with a planned batch size of 5 x 10 4 – 2 x 10 6 . The required tolerance of 0.3 � Minimum section: 2 mm mm and surface roughness of 1 μ m must be achieved without using secondary operations. � Tolerance: 0.3 mm (a) Itemize the function and constraints, leave the objective blank and enter � Surface roughness: 1 μ m “Choice of process” for the free variable. � Planned batch size of 5 x10 4 – 2 x10 6 (b) Use the charts of Chapter 7 successively to identify possible processes to -- Objective make the casing Choice of process Free variables (c) Use the CES software to select materials for the casing. ME 499-699 Fall 2006 ME 499-699 Fall 2006 Slides 8 -7 Slides 8 -8 2
Casing for an electric plug Ceramic valves for faucets � Many household faucets now have ceramic valves replacing faucets in which rubber washers tended to wear or brass surfaces tended to corrode � Here we seek a net-shape process – the casing must be shaped in one operation without the need for any further finishing. � Ceramics wear well, and they have excellent corrosion resistance in both pure and salt water. � Applying the constraints as shown in the Process Attribute Charts and eliminating processes that fail a constraint leaves two candidates: � A ceramic valve consists of two disks mounted one above the other, spring- loaded so that their faces are in contact. Each disk has a diameter of 20 mm, Injection molding and compression molding � a thickness of 3 mm and weighs about 10 grams. In order to seal well, the � CES-EduPack results in the same choices mating surfaces of the two disks must be flat and smooth, requiring high levels of precision and surface finish; typically tolerance < 0.02 mm and surface roughness < 0.1 μ m. The outer face of each has a slot that registers it, and allows the upper disc to be rotated through 90o (1/4 turn). In the “off” position the holes in the upper disc are blanked off by the solid part of the lower one; in the “on” position the holes are aligned. A production run of 10 5 –10 6 is envisaged. � List the function and constraints, leave the objective blank and enter “Choice of process” for the free variable. � Use the charts of Chapter 7 to identify possible processes to make the valve. � Use the CES software to select materials for the valve. ME 499-699 Fall 2006 ME 499-699 Fall 2006 Slides 8 -9 Slides 8 -10 Ceramic valves for faucets Ceramic valves for faucets Shape an electric plug casing � Applying the constraints using the Process Attribute Charts, and Function eliminating processes that fail a constraint leaves only one candidate: Material class: technical ceramic Constraints powder methods. • Shape class: prismatic � The CES selection distinguishes several powder processes. The two • Mass: 0.01 kg meet all the requirements except those on precision and tolerance are • Minimum section: 3 mm � Pressing and sintering • Tolerance: 0.02 mm � Powder injection molding • Surface roughness: 0.1 μ m � A separate grinding and polishing operation must be added to • Planned batch size of 10 5 –10 6 meet the precision and tolerance requirements -- Objective Choice of process Free variables ME 499-699 Fall 2006 ME 499-699 Fall 2006 Slides 8 -11 Slides 8 -12 3
Shaping plastic bottles Shaping plastic bottles � Plastic bottles are used to contain fluids as various as milk and engine � Applying the constraints as shown Shape a polyethylene bottle Function on the Charts eliminating processes oil. A typical polyethylene bottle weighs about 30 grams and has a that fail a constraint in the manner of Material class: Polyethylene (or wall thickness of about 0.8 mm. The shape is 3-D hollow. The batch Constraints the table shown previously leaves only thermoplastic) size is large (1,000,000 bottles). What process could be used to make two candidates: blow molding and them? • Shape class: 3-D hollow injection molding. • Mass: 0.02 – 0.04 kg � List the function and constraints, leave the objective blank and � At Level 1 and 2 the CES selection is enter “Choice of process” for the free variable. • Minimum section: 0.7 - 1 mm the same as that derived from the � Use the Process Attribute charts to identify possible processes to • Tolerance: 1 mm charts. make the casing. � At Level 3 CES distinguishes two • Surface roughness: 10 μ m variants of blow molding, identifying � Use the CES software to select materials for the casing. • Planned batch size >10 6 injection blow molding, as the best choice because it can provide the -- Objective desired change of section. Commercially, plastic bottles are Choice of process Free variables made using injection blow molding. ME 499-699 Fall 2006 ME 499-699 Fall 2006 Slides 8 -13 Slides 8 -14 4
Recommend



More recommend
Explore More Topics
Stay informed with curated content and fresh updates.