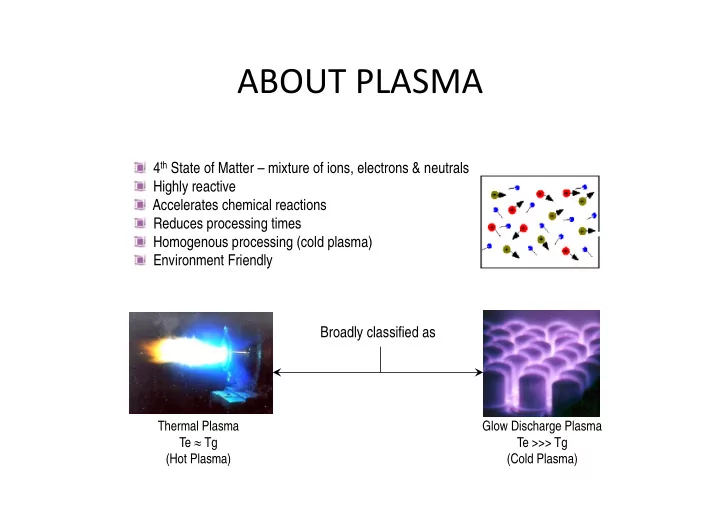
ABOUT PLASMA 4 th State of Matter – mixture of ions, electrons & neutrals Highly reactive Accelerates chemical reactions Reduces processing times Homogenous processing (cold plasma) Environment Friendly Broadly classified as Thermal Plasma Glow Discharge Plasma Te Tg Te >>> Tg (Hot Plasma) (Cold Plasma)
PLASMA FOR SURFACE ENGG. Plasma based coatings Plasma Assisted Vapour Deposition Plasma sprayed coatings Plasma CVD Plasma PVD Untreated surface Deposition Diffusion
PLASMA CVD Precursor dissociates in plasma and leads to deposition on surface Can deposit metals, compounds and polymers Process can be tailored for different applications
PLASMA CVD APPLICATIONS Glass like coating by plasma polymerization Anti reflection coatings on solar cells Increases efficiency of solar cells Protective coatings on headlight reflectors Prevents oxidation of Al coating on headlight reflectors and passivates the surface, thus increasing service life of reflectors. Anti Tarnish coatings on brass / silver decorative articles Passive transparent (SiOx) layer on silver / brass prevents it from being exposed to environment. Diffusion barrier coatings on polymer films – Packaging application Prevents diffusion of oxygen into packed food. Imagine a pouch of milk not spoiling for over 6 months!!
PLASMA ALUMINIZING • Aluminides have good wear/corrosion resistance • Al deposition using magnetron sputtering + high temperature diffusion • Substrate biasing to form glow discharge plasma • Fe ‐ Al phases can be generated on steels while Ni ‐ Al phase can be formed on Ni ‐ base super alloys • Useful for gas turbine applications, high temperature power plants, oxidation resistance applications.
PLASMA ALUMINIZING Magnetron deposition Without heating Magnetron deposition With heating
PLASMA PVD Magnetron Sputtering Plasma sputters metal atoms from Target Sputtered atoms deposit on the activated substrate. Gives adherent uniform coating on various substrates Al/Cu coating done on metals & polymers
PLASMA NITRIDING N2 & H2 are fragmented to ions and radicals by the glow discharge plasma surrounding the sample uniformly. The ions and radicals diffuse inside the sample because of high sample temperature. The sample temperature is maintained by ion and neutral bombardment and by external heating. Process yields: uniform case depth & hardness across the surface Low cycle times (faster processing) Eco-friendly processing elimination of post grinding operations
Plasma Nitriding Process • Ultrasonic cleaning in acetone; and subsequently sputter cleaning of samples under Ar • N 2 + H 2 gas mix @ 1 ‐ 5 mbar pressure in vac. Chamber • Substrate (job) is negatively biased to generate glow discharge plasma of N 2 + H 2 gas mix. • Forms Fe 3 N – Fe 4 N type hard nitrides on steels
PLASMA NITRIDING Crankshafts Industrial Scale Plasma Nitriding Facility UHV PN System for Space For Large size Industrial Jobs Quality Plasma Nitriding Connecting rods Mould locking plates Cam chain sprocket
Thermal Spray
Thermal Spray
Basic Principal of Thermal Spray Systems ‐‐‐‐ Heat Energy ‐‐‐‐ Kinetic Energy Arc Flame HVOF Plasma
Combustion Spray process Layout
Flame Spray Process
Arc Spray
Typical Arc Gun
Detonation -gun Spraying Working gases composition: mixture of a fuel gas, usually H 2 or hydrocarbons, such as acetylene(C 2 H 2 ), propane (C 3 H 8 )and butane (C 4 H 10 ), with oxygen (O 2 ) Maximum temperature of 4200 o C the Particle velocity of 3000 m/s Firing rate: is in the range 1 ‐ 15Hz. 2. POWDER Particle size : range 5 ‐ 60 μ m Powder feed rate: is in the range 16 ‐ 40g/min . Parameter Value Composition of carrier gas: Nitrogen or Barrel length, mm Air 1800 PRINCIPAL PROCESSING PARAMETER Barrel diameter, mm 22 Spray distance: about 100mm. Working gases: Spray atmosphere: is air Fuel Acetylene Oxidizer COATING PROPETIES Oxygen Nitrogen Powder carrier gas Bond strength : 83 and 70MPa. Porosities : 0.5% for WC ‐ Co coatings and Firing frequency, Hz 2-4 about 2% for Al 2 O 3 Thicknesses: Not exceeding 300 μ m. Coating thickness per cycle μ m 5-20 Typical coating thickness μ m 50-500 Power consumption per hour, kW 2 Spraying distance 240mm
High Velocity Oxygen fuel ( HVOF)
Plasma Spray Plasma spraying is used to apply surfacing materials that melt at very high temperatures. An arc is formed between an electrode and the spray nozzle, which acts as the second electrode. A pressurized inert gas is passed between the electrodes where it is heated to very high temperatures to form a plasma gas. Powdered feedstock material is then introduced into the heated gas where it melts and is propelled to the substrate at a high velocity. A plasma spray system consists of a power supply, gas source, gun, and powder feeding mechanism. Plasma spraying is primarily performed in fabrication shops. The process may be used to apply thermal barrier materials, such as zirconia and alumina, and wear resistant coatings such as chromium oxide.
Plasma Spray
Atmospheric Plasma Spray
LPP Process
Vacuum Plasma Apparatus
Low Pressure /Vacuum Plasma Spray
PROCESS PARAMETER ‐ ARC PLASMA Vacuum Plasma Technique Working gases composition : • POWDER • Ar mixed with H 2 , He or N 2 , with a • Almost any kind of powder can be flow rate ranging from 90 to 200 • sprayed slpm. High M.P.Metals such a srefrcatory Temperature : 10,000 to 30,000 K, • • Metals, Ceramics such as ZrO 2 +Y 2 O 3 Velocity of the plasma flow ranges • powders from 1500 to 3500 m/s. PRINCIPAL PROCESSING • The plasma jet is much longer than • PARAMETERS that issuing from a plasma torch into Spraying distance: 100 ‐ 250 mm . an open atmosphere and can reach • 250 mm. Spraying atmosphere: Ar, He or N 2 , to • which is added the working gas. Electric power input: is substantially • greater than in APS and usually more COATING PROPETIES • than 80 kW. Bond strength : The tensile bond • Geometry of anode ‐ nozzle: strength of SPS is in the range 20 ‐ 45 • MPa. A converging ‐ diverging nozzle: the • ‘de Laval’ type is often used Porosities : The porosity is in the • range 1 ‐ 7%. POWDER • Thicknesses: The thicknesses of the Particles sizes 5 to 20 µm. • • coatings are in the range 300 to 1500 • µm.
A Modern LPPS System for Gas Turbine Blades
Recommend
More recommend
Unleash a World of Digital Possibilities—Browse, Share, and Explore Content Without Boundaries